Download to read offline
![1. Introduction
The use of Al2024/SiCp composites as a material in aerospace engineering is well-
recognized, due to its outstanding mechanical properties and relatively low density [1]. This
aluminum alloy strengthened with silicon carbide particles has exceptional strength,
stiffness, and excellent wear resistance [2]. It is used in the construction of numerous
aircraft components, including fuselage structures, wing assemblies, and engine parts [3].
High-temperature resistance and good corrosion properties, coupled with buckling and
twisting resistance under dynamically-loaded conditions, render these composites
irreplaceable in the aerospace industry [4].For the machining of Al2024/SiCp in the domain
of metal matrix composites, that it both presents unique opportunities and challenges [5]–
[7]. The heterogeneous property of the auxiliary phase can make achieving uniform
material removal rates and surface properties difficult [8]–[10]. Moreover, the presence of
hard SiCp makes tool wear and forming the surface defects relatively common [11]–[13].
Additionally, these hard particles result in the generation of harmful thermal stress, which
can degrade the material’s properties. Both conventional methods of turning, millings,
abrasive machining, as well as non-traditional strategies of ultrasonic machining, and laser-
assisted machining are broadly discussed in the research [14]–[16]. Principles of the
Taguchi experimental design represent a systematic method of optimizing machining
parameters and increasing the process performance [17]. With the help of orthogonal arrays
and signal-to-noise ratios, Taguchi methods allow the researchers to detect the most
affecting parameters and their optimal levels for obtaining the intended machining results
[18]–[20]. In the context of machining operations with composite materials, Taguchi design
has been used to optimize cutting parameters and improve the surface quality [21],[22]. Its
capacity to reduce the number of experimental tests while increasing the information that
can be obtained from them makes Taguchi design an effective approach for composites
machining process optimization [23]–[25]. One of the effective and innovative tools for
predicting machining responses and optimizing the process parameters is Artificial Neural
Network modeling [26]. The key advantage of ANN modeling lies in the ability of new
networks to capitalize on the computing capacity of neural networks and reflect
complicated relationship between the input parameters and different machining outcomes
[27]–[29]. In the context of composite machining, previous research has shown that ANN
can be used to adequately predict surface roughness, tool wear, and material removal rates
[30]. The main advantage of the approach is that predictions and optimizations could be
made rapidly without numerous experiments [31]. Optimization of the surface roughness is
crucial in the realization of high-quality surface finishes and desirable component
performance in composite machining [32],[33]. There are many factors that influence
roughness in composite machining, from cutting parameters, tool geometry, and material
properties to machining conditions. Different techniques such as stylus profilometry,
optical profilometry, and atomic force microscopy have been used by many researchers to
measure the surface roughness and quantify the quality of the surface accurately [34]–[36].
Different optimization methods such as response surface methodology, genetic algorithms,
and ANN modeling have been used to optimize surface roughness in composite machining
[37]–[39]. In the context of relevant advancements in composite machining research, the
present research has revealed significant gaps in understanding the interplay between
machining parameters and surface quality in Al2024/SiCp composites. In turn, the
integration of Taguchi experimental design and ANN modeling is an innovative approach
to filling these gaps and optimizing surface quality in composite machining [40].
Specifically, this research suggests that the use of modeling in combination with
experimental techniques allows obtaining a better understanding of the machining process
2
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-2-2048.jpg)
![and developing efficient strategies for enhanced surface quality in Al2024/SiCp composite
machining for aerospace applications.
.
2. Materials and methods
The experimental framework set up by the researchers is highly consistent and well-
structured, is presented in Figure 1. By applying Taguchi Design of Experiments
methodology, the researchers have ensured that a systematic and efficient approach to
analyses was used [41].
FIG1. Methodology of the proposed research
When the Al2024 alloy is ready for the creation of the composite material, it is
mechanically milled to ensure its homogeneity and reduce the size of its particles [42],[43].
The latter step is essential because small size particles are more likely to create a correct
distribution of reinforcement. After milling, the material can be either formed into a desired
shape or machined whenever the process demands it [44],[45].The initial process of
material preparation includes fabricating and purifying of the alloy by melting. Production
of the Al2024 alloy involves melting while ensuring the metal is in a controlled atmosphere
that prevents oxidation. The purification implies that the alloy produced is of desired
quality. Washing off of the impure component during this process increases the metal’s
quality [46],[47].After the alloy purification, the silicon carbide particles will be
incorporated. SiCp reinforcements are selected according to their size and morphology
before mixing with the molten alloy using a mechanical mixer or another appropriate
method. The target is to ensure an even distribution of SiCp throughout the alloy in order to
achieve a maximum strengthening effect and alleviate mechanical properties [48],[49].Once
the alloy-SiCp mixture is thoroughly blended, it needs to be cast or shaped into a composite
structure. Casting techniques may be liquid-based, such as using molten alloy, in which
case pressure die casting or investment casting could be used to attain accurate geometries
and dimensions it may even be solid-based, in which powder metallurgy processes, such as
hot pressing or sintering, can create composite components with better mechanical
properties and complex geometry. The preparation process of materials requires careful
control of temperature and processing parameters in order to ensure the integrity of the final
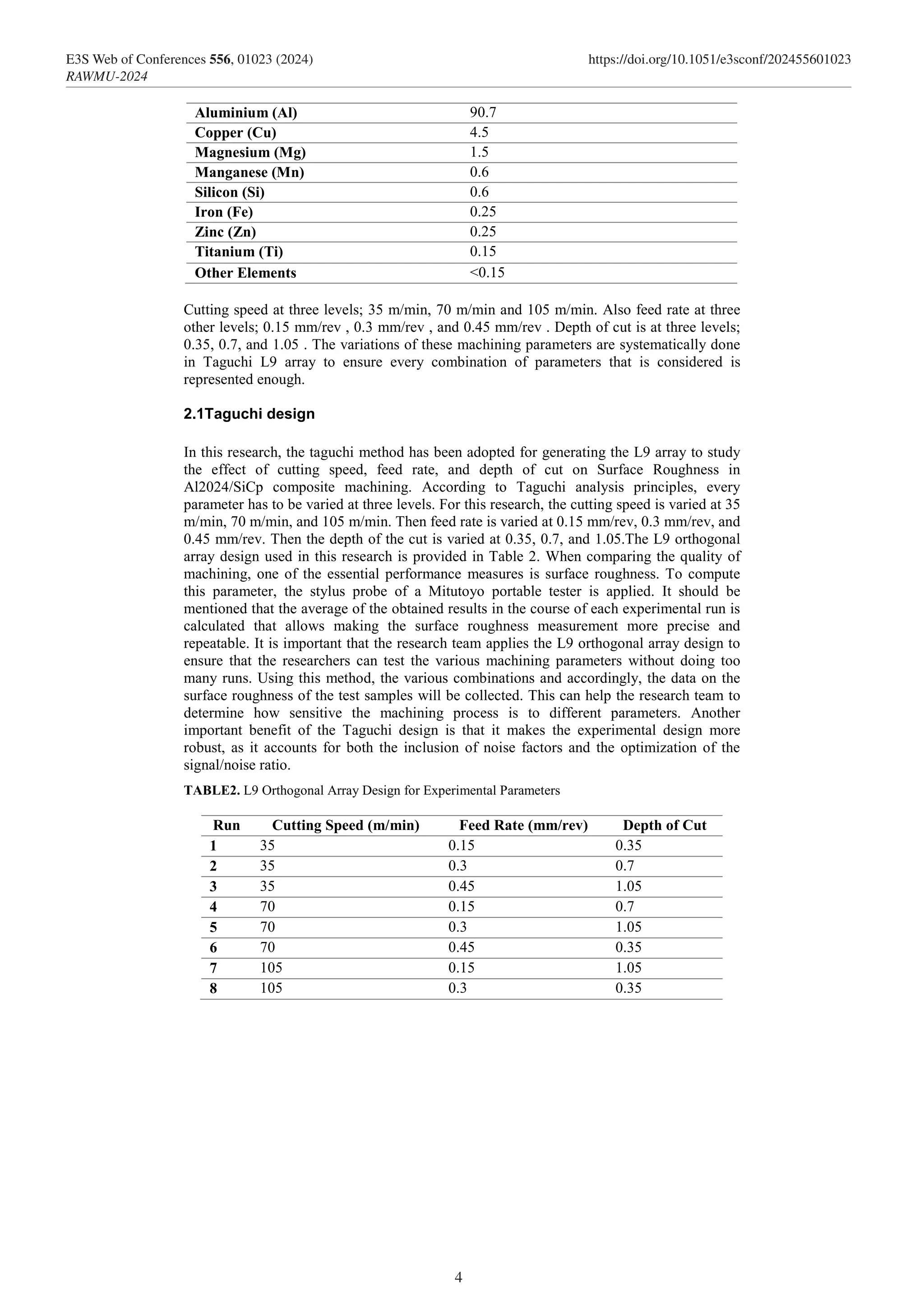
composite and their composition is presented in Table 1. Based on the empirical
experimentation and process optimization, it has been determined that the optimal
temperature results in the quality melting of the alloy, as well as effective consolidation of
the composite and dispersion of the SiCp.
TABLE I. Material composition
Alloy Element Composition (%)
3
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-3-2048.jpg)

![The 3D surface plot as shown in figure 2 may illustrates the detailed or complex
relationship among the input parameters and the optimal surface roughness responses. As
evidently observed from the plot, the lower cutting speed in conjunction with the maximum
values of feed rate and depth of cut leads to the maximum surface roughness. Likewise, an
increase in the cutting speed while feed rate and depth of cut decrease leads to minimum
surface roughness. These are crucial insights which can help engineers in making the right
choices in optimizing the parameters to achieve the medium surface finish for the
Al2024/SiCp composite in aerospace. The 3D surface plot as shown in figure 2 offers a
powerful perception of the kind of relationship that exists between the effects of the input
factors that help to foresee the optimization procedure. This guiding line and the sense of
path would allow parameters to be enhanced with the medium force on quality
characteristics. [43-44]
FIG.2. Comparison of responses
The training of ANN model consists of several steps aimed at optimizing its ability to
predict experimental results of surface roughness based on the provided input parameters.
Before the training of the model, the data set consisting of input parameters and
corresponding responses is divided into the training subset and the validation subset. The
training subset is used to teach the ANN model to recognize the patterns and relationships
between the inputs and outputs. The validation subset is used to evaluate the performance
of the developed ANN model and avoid the scenario of over fitting. The feedforward-
backpropagation algorithm is used during the training phase to adjust the weights and
biases of the neural network iteratively. During the feed forward process, the input
6
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-6-2048.jpg)
![parameters were propagated through each layer of the network. Each neuron incorporated
weights and bias into the input signal to generate an output response and the output layer
generated a prediction of the surface roughness response based on the weighted inputs. In
the following Figure 3, the back propagation algorithm is executed, which calculates the
error between the predicted and real values of surface roughness, and back propagates the
error through the network. In the end, the weights and biases of each neuron are updated
according to their impact on the error. All of these methods are used to minimize the
difference in predicted values of surface roughness with real ones. At the end of the training
phase, the developed ANN model is tested to determine its predictive accuracy. It is
noteworthy that, after 195 epochs, the overall accuracy of the model amounts to 100%,
which means that the technology performs exceptionally well in terms of estimating surface
roughness responses. In particular, Figure 3 provides the visual representation of the
comparison between the predicted and actual results with a high degree of convergence
between them. Therefore, a conclusion may be made that the developed technology is
considerably effective in terms of capturing the relationships between the input parameters
and surface qualities and applicable for optimizing machining of Al2024/SiCp composites
in aerospace.[45]
FIG3. Prediction accuracy of ANN
4. Conclusion
The thorough investigation of Al2024/SiCp composite machining has provided useful
information about improving machining parameters and increasing the surface quality for
7
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-7-2048.jpg)
![aerospace applications. The results of the experiments based on Taguchi design have been
validated and confirmed. Consequently, the obtained information helps to make significant
progress in understanding the peculiarities of the machining process. In addition, the results
from the experiments indicated that a cutting speed of 105 m/min, feed rate of 0.15 mm/rev,
and a depth of cut of 0.35 mm were optimal machining parameter combination for the
minimum surface roughness and can provide a surface roughness of 0.9 µm. Thus, it is
clear that the ROW approach has produced higher quality surfaces that will meet current
aerospace standards. Using an Artificial Neural Network modeling has also supported the
process making it useful to the process of predictive modeling and optimization. The model
demonstrated excellent predictive performance, providing an overall accuracy of 100% at
195 epochs for predicting the surface roughness response. This makes it clear that after
being trained and validated intensively, the ANN model has successfully learned the
complex interrelations between the input parameters and the surface quality. Overall, this
work elucidated the manner in which the applications of advanced modeling and severe
tests can be utilized for gaining the valuable insights necessary for the maximization of
machinability and surface quality during the challenge of Al2024/SiCp composite
machining in an aerospace context. The knowledge that can be derived from the rigorous
approach used to carry out the research allows for improving productivity of production
processes, performance of processed components, and all characterized areas of aerospace
engineering by the manufacturers. [46-47]
References
1. Praburanganathan et al., Advances in Civil Engineering 2022, (2022).
2. Palaniyappan et al., Structures 45, (2022).
3. Vaishali et al., International Journal of Systems Assurance Engineering and
Management (2021).
4. Sendrayaperumal et al., Advances in Civil Engineering 2021, (2021).
5. Niveditha VR et al., International Journal of Pervasive Computing and
Communications 16, (2020).
6. M. Singh et al., International Journal of Mechanical and Production Engineering
Research and Development 7, (2017).
7. N. Pragadish, S. Kaliappan, M. Subramanian, L. Natrayan, K. Satish Prakash, R.
Subbiah, and T.C.A. Kumar, Biomass Convers Biorefin 13, (2023).
8. N. Balaji, L. Natrayan, S. Kaliappan, P.P. Patil, and N.S. Siva Kumar, Biomass
Convers Biorefin (2022).
9. G. Kanimozhi et al., J Adv Transp 2022, (2022).
10. Chehelgerdi et al., Mol Cancer 22, (2023).
11. L. Natrayan, P. Sakthi Shunmuga Sundaram, and J. Elumalai, International Journal
of Pharmaceutical Research 11, (2019).
12. Karthick et al., International Journal of Chemical Engineering 2022, (2022).
13. Josphineleela et al., in Proceedings of the 2023 2nd International Conference on
Electronics and Renewable Systems, ICEARS 2023 (2023).
14. Venkatesh et al., J Nanomater 2022, (2022).
15. L. Natrayan, A. Merneedi, D. Veeman, S. Kaliappan, P.S. Raju, R. Subbiah, and
S.V. Kumar, J Nanomater 2021, (2021).
16. N. Lakshmaiya, S. Kaliappan, P.P. Patil, V. Ganesan, J.A. Dhanraj, C.
Sirisamphanwong, T. Wongwuttanasatian, S. Chowdhury, S. Channumsin, M.
Channumsin, and K. Techato, Coatings 12, (2022).
8
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-8-2048.jpg)
![44. A. Chaudhary and S. S. Singh, "Lung cancer detection on CT images by using
image processing," 2012, pp. 142-146, doi: 10.1109/ICCS.2012.43. [Online].
Available: https://www.scopus.com/inward/record.uri?eid=2-s2.0-
84872514395&doi=10.1109%2fICCS.2012.43&partnerID=40&md5=2ea72bd2b7
0a8c1a88d17329baf39993
45. S. Chaudhary, S. Kumar, V. Kumar, and R. Sharma, "Chitosan nanoemulsions as
advanced edible coatings for fruits and vegetables: Composition, fabrication and
developments in last decade," Int J Biol Macromol, Review vol. 152, pp. 154-170,
Jun 1 2020, doi: 10.1016/j.ijbiomac.2020.02.276.
46. A. Chauhan and R. Singh, "Probiotics in aquaculture: a promising emerging
alternative approach," Symbiosis, Article vol. 77, no. 2, pp. 99-113, 2018, doi:
10.1007/s13199-018-0580-1
47. L. Natrayan, S. Kaliappan, A. Saravanan, A.S. Vickram, P. Pravin, M. Abbas, C.
Ahamed Saleel, M. Alwetaishi, and M.S.M. Saleem, Green Processing and
Synthesis 12, (2023).
10
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-10-2048.jpg)

![1. Introduction
The use of Al2024/SiCp composites as a material in aerospace engineering is well-
recognized, due to its outstanding mechanical properties and relatively low density [1]. This
aluminum alloy strengthened with silicon carbide particles has exceptional strength,
stiffness, and excellent wear resistance [2]. It is used in the construction of numerous
aircraft components, including fuselage structures, wing assemblies, and engine parts [3].
High-temperature resistance and good corrosion properties, coupled with buckling and
twisting resistance under dynamically-loaded conditions, render these composites
irreplaceable in the aerospace industry [4].For the machining of Al2024/SiCp in the domain
of metal matrix composites, that it both presents unique opportunities and challenges [5]–
[7]. The heterogeneous property of the auxiliary phase can make achieving uniform
material removal rates and surface properties difficult [8]–[10]. Moreover, the presence of
hard SiCp makes tool wear and forming the surface defects relatively common [11]–[13].
Additionally, these hard particles result in the generation of harmful thermal stress, which
can degrade the material’s properties. Both conventional methods of turning, millings,
abrasive machining, as well as non-traditional strategies of ultrasonic machining, and laser-
assisted machining are broadly discussed in the research [14]–[16]. Principles of the
Taguchi experimental design represent a systematic method of optimizing machining
parameters and increasing the process performance [17]. With the help of orthogonal arrays
and signal-to-noise ratios, Taguchi methods allow the researchers to detect the most
affecting parameters and their optimal levels for obtaining the intended machining results
[18]–[20]. In the context of machining operations with composite materials, Taguchi design
has been used to optimize cutting parameters and improve the surface quality [21],[22]. Its
capacity to reduce the number of experimental tests while increasing the information that
can be obtained from them makes Taguchi design an effective approach for composites
machining process optimization [23]–[25]. One of the effective and innovative tools for
predicting machining responses and optimizing the process parameters is Artificial Neural
Network modeling [26]. The key advantage of ANN modeling lies in the ability of new
networks to capitalize on the computing capacity of neural networks and reflect
complicated relationship between the input parameters and different machining outcomes
[27]–[29]. In the context of composite machining, previous research has shown that ANN
can be used to adequately predict surface roughness, tool wear, and material removal rates
[30]. The main advantage of the approach is that predictions and optimizations could be
made rapidly without numerous experiments [31]. Optimization of the surface roughness is
crucial in the realization of high-quality surface finishes and desirable component
performance in composite machining [32],[33]. There are many factors that influence
roughness in composite machining, from cutting parameters, tool geometry, and material
properties to machining conditions. Different techniques such as stylus profilometry,
optical profilometry, and atomic force microscopy have been used by many researchers to
measure the surface roughness and quantify the quality of the surface accurately [34]–[36].
Different optimization methods such as response surface methodology, genetic algorithms,
and ANN modeling have been used to optimize surface roughness in composite machining
[37]–[39]. In the context of relevant advancements in composite machining research, the
present research has revealed significant gaps in understanding the interplay between
machining parameters and surface quality in Al2024/SiCp composites. In turn, the
integration of Taguchi experimental design and ANN modeling is an innovative approach
to filling these gaps and optimizing surface quality in composite machining [40].
Specifically, this research suggests that the use of modeling in combination with
experimental techniques allows obtaining a better understanding of the machining process
2
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-2-2048.jpg)
![and developing efficient strategies for enhanced surface quality in Al2024/SiCp composite
machining for aerospace applications.
.
2. Materials and methods
The experimental framework set up by the researchers is highly consistent and well-
structured, is presented in Figure 1. By applying Taguchi Design of Experiments
methodology, the researchers have ensured that a systematic and efficient approach to
analyses was used [41].
FIG1. Methodology of the proposed research
When the Al2024 alloy is ready for the creation of the composite material, it is
mechanically milled to ensure its homogeneity and reduce the size of its particles [42],[43].
The latter step is essential because small size particles are more likely to create a correct
distribution of reinforcement. After milling, the material can be either formed into a desired
shape or machined whenever the process demands it [44],[45].The initial process of
material preparation includes fabricating and purifying of the alloy by melting. Production
of the Al2024 alloy involves melting while ensuring the metal is in a controlled atmosphere
that prevents oxidation. The purification implies that the alloy produced is of desired
quality. Washing off of the impure component during this process increases the metal’s
quality [46],[47].After the alloy purification, the silicon carbide particles will be
incorporated. SiCp reinforcements are selected according to their size and morphology
before mixing with the molten alloy using a mechanical mixer or another appropriate
method. The target is to ensure an even distribution of SiCp throughout the alloy in order to
achieve a maximum strengthening effect and alleviate mechanical properties [48],[49].Once
the alloy-SiCp mixture is thoroughly blended, it needs to be cast or shaped into a composite
structure. Casting techniques may be liquid-based, such as using molten alloy, in which
case pressure die casting or investment casting could be used to attain accurate geometries
and dimensions it may even be solid-based, in which powder metallurgy processes, such as
hot pressing or sintering, can create composite components with better mechanical
properties and complex geometry. The preparation process of materials requires careful
control of temperature and processing parameters in order to ensure the integrity of the final
composite and their composition is presented in Table 1. Based on the empirical
experimentation and process optimization, it has been determined that the optimal
temperature results in the quality melting of the alloy, as well as effective consolidation of
the composite and dispersion of the SiCp.
TABLE I. Material composition
Alloy Element Composition (%)
3
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-3-2048.jpg)


![The 3D surface plot as shown in figure 2 may illustrates the detailed or complex
relationship among the input parameters and the optimal surface roughness responses. As
evidently observed from the plot, the lower cutting speed in conjunction with the maximum
values of feed rate and depth of cut leads to the maximum surface roughness. Likewise, an
increase in the cutting speed while feed rate and depth of cut decrease leads to minimum
surface roughness. These are crucial insights which can help engineers in making the right
choices in optimizing the parameters to achieve the medium surface finish for the
Al2024/SiCp composite in aerospace. The 3D surface plot as shown in figure 2 offers a
powerful perception of the kind of relationship that exists between the effects of the input
factors that help to foresee the optimization procedure. This guiding line and the sense of
path would allow parameters to be enhanced with the medium force on quality
characteristics. [43-44]
FIG.2. Comparison of responses
The training of ANN model consists of several steps aimed at optimizing its ability to
predict experimental results of surface roughness based on the provided input parameters.
Before the training of the model, the data set consisting of input parameters and
corresponding responses is divided into the training subset and the validation subset. The
training subset is used to teach the ANN model to recognize the patterns and relationships
between the inputs and outputs. The validation subset is used to evaluate the performance
of the developed ANN model and avoid the scenario of over fitting. The feedforward-
backpropagation algorithm is used during the training phase to adjust the weights and
biases of the neural network iteratively. During the feed forward process, the input
6
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-6-2048.jpg)
![parameters were propagated through each layer of the network. Each neuron incorporated
weights and bias into the input signal to generate an output response and the output layer
generated a prediction of the surface roughness response based on the weighted inputs. In
the following Figure 3, the back propagation algorithm is executed, which calculates the
error between the predicted and real values of surface roughness, and back propagates the
error through the network. In the end, the weights and biases of each neuron are updated
according to their impact on the error. All of these methods are used to minimize the
difference in predicted values of surface roughness with real ones. At the end of the training
phase, the developed ANN model is tested to determine its predictive accuracy. It is
noteworthy that, after 195 epochs, the overall accuracy of the model amounts to 100%,
which means that the technology performs exceptionally well in terms of estimating surface
roughness responses. In particular, Figure 3 provides the visual representation of the
comparison between the predicted and actual results with a high degree of convergence
between them. Therefore, a conclusion may be made that the developed technology is
considerably effective in terms of capturing the relationships between the input parameters
and surface qualities and applicable for optimizing machining of Al2024/SiCp composites
in aerospace.[45]
FIG3. Prediction accuracy of ANN
4. Conclusion
The thorough investigation of Al2024/SiCp composite machining has provided useful
information about improving machining parameters and increasing the surface quality for
7
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-7-2048.jpg)
![aerospace applications. The results of the experiments based on Taguchi design have been
validated and confirmed. Consequently, the obtained information helps to make significant
progress in understanding the peculiarities of the machining process. In addition, the results
from the experiments indicated that a cutting speed of 105 m/min, feed rate of 0.15 mm/rev,
and a depth of cut of 0.35 mm were optimal machining parameter combination for the
minimum surface roughness and can provide a surface roughness of 0.9 µm. Thus, it is
clear that the ROW approach has produced higher quality surfaces that will meet current
aerospace standards. Using an Artificial Neural Network modeling has also supported the
process making it useful to the process of predictive modeling and optimization. The model
demonstrated excellent predictive performance, providing an overall accuracy of 100% at
195 epochs for predicting the surface roughness response. This makes it clear that after
being trained and validated intensively, the ANN model has successfully learned the
complex interrelations between the input parameters and the surface quality. Overall, this
work elucidated the manner in which the applications of advanced modeling and severe
tests can be utilized for gaining the valuable insights necessary for the maximization of
machinability and surface quality during the challenge of Al2024/SiCp composite
machining in an aerospace context. The knowledge that can be derived from the rigorous
approach used to carry out the research allows for improving productivity of production
processes, performance of processed components, and all characterized areas of aerospace
engineering by the manufacturers. [46-47]
References
1. Praburanganathan et al., Advances in Civil Engineering 2022, (2022).
2. Palaniyappan et al., Structures 45, (2022).
3. Vaishali et al., International Journal of Systems Assurance Engineering and
Management (2021).
4. Sendrayaperumal et al., Advances in Civil Engineering 2021, (2021).
5. Niveditha VR et al., International Journal of Pervasive Computing and
Communications 16, (2020).
6. M. Singh et al., International Journal of Mechanical and Production Engineering
Research and Development 7, (2017).
7. N. Pragadish, S. Kaliappan, M. Subramanian, L. Natrayan, K. Satish Prakash, R.
Subbiah, and T.C.A. Kumar, Biomass Convers Biorefin 13, (2023).
8. N. Balaji, L. Natrayan, S. Kaliappan, P.P. Patil, and N.S. Siva Kumar, Biomass
Convers Biorefin (2022).
9. G. Kanimozhi et al., J Adv Transp 2022, (2022).
10. Chehelgerdi et al., Mol Cancer 22, (2023).
11. L. Natrayan, P. Sakthi Shunmuga Sundaram, and J. Elumalai, International Journal
of Pharmaceutical Research 11, (2019).
12. Karthick et al., International Journal of Chemical Engineering 2022, (2022).
13. Josphineleela et al., in Proceedings of the 2023 2nd International Conference on
Electronics and Renewable Systems, ICEARS 2023 (2023).
14. Venkatesh et al., J Nanomater 2022, (2022).
15. L. Natrayan, A. Merneedi, D. Veeman, S. Kaliappan, P.S. Raju, R. Subbiah, and
S.V. Kumar, J Nanomater 2021, (2021).
16. N. Lakshmaiya, S. Kaliappan, P.P. Patil, V. Ganesan, J.A. Dhanraj, C.
Sirisamphanwong, T. Wongwuttanasatian, S. Chowdhury, S. Channumsin, M.
Channumsin, and K. Techato, Coatings 12, (2022).
8
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-8-2048.jpg)

![44. A. Chaudhary and S. S. Singh, "Lung cancer detection on CT images by using
image processing," 2012, pp. 142-146, doi: 10.1109/ICCS.2012.43. [Online].
Available: https://www.scopus.com/inward/record.uri?eid=2-s2.0-
84872514395&doi=10.1109%2fICCS.2012.43&partnerID=40&md5=2ea72bd2b7
0a8c1a88d17329baf39993
45. S. Chaudhary, S. Kumar, V. Kumar, and R. Sharma, "Chitosan nanoemulsions as
advanced edible coatings for fruits and vegetables: Composition, fabrication and
developments in last decade," Int J Biol Macromol, Review vol. 152, pp. 154-170,
Jun 1 2020, doi: 10.1016/j.ijbiomac.2020.02.276.
46. A. Chauhan and R. Singh, "Probiotics in aquaculture: a promising emerging
alternative approach," Symbiosis, Article vol. 77, no. 2, pp. 99-113, 2018, doi:
10.1007/s13199-018-0580-1
47. L. Natrayan, S. Kaliappan, A. Saravanan, A.S. Vickram, P. Pravin, M. Abbas, C.
Ahamed Saleel, M. Alwetaishi, and M.S.M. Saleem, Green Processing and
Synthesis 12, (2023).
10
E3S Web of Conferences 556, 01023 (2024) https://doi.org/10.1051/e3sconf/202455601023
RAWMU-2024](https://crownmelresort.com/image.slidesharecdn.com/cskspaper-experimentalinsightsandann-basedsurfaceroughnesspredictionthroughanalysisofmachinedsurface-240829085031-1b1af501/75/Experimental-Insights-and-ANN-Based-Surface-Roughness-Prediction-through-analysis-of-Machined-Surface-Quality-of-Al2024-SiCp-Composites-10-2048.jpg)

This research focuses on optimizing machining parameters and improving surface quality of Al2024/SICp composites crucial for aerospace applications, employing Taguchi design and artificial neural network (ANN) modeling. The optimal parameters identified include a cutting speed of 105 m/min, feed rate of 0.15 mm/rev, and depth of cut of 0.35 mm, achieving minimal surface roughness of 0.9 μm. The findings underscore the potential for enhanced manufacturing practices and component performance in aerospace engineering through systematic experimentation and predictive modeling.


























![[IJET V2I4P3] Authors: N.Keerthi, N.Deepthi,N.Jaya Krishna](https://cdn.slidesharecdn.com/ss_thumbnails/ijet-v2i4p3-160810100959-thumbnail.jpg?width=640&height=640&fit=bounds)







































