Download to read offline
![Journal Impact Factor (2014): 7.5377 (Calculated by GISI)
IJMET
© I A E M E
OPTIMIZATION OF MACHINING PARAMETERS IN EDM
OF CFRP COMPOSITE USING TAGUCHI TECHNIQUE
70
Brajesh Kumar Lodhi1, Deepak Verma2, Rahul Shukla3
1, 3(Assistant professor, Department of Mechanical Engineering, Bundelkhand University,
Jhansi-284128, INDIA)
2(Assistant professor, Department of Mechanical Engineering, S.R. Group of institution,
Jhansi-284001, INDIA)
ABSTRACT
Electrical discharge machining (EDM) is a nontraditional manufacturing technique that has
been widely used in the production of tools and dies throughout the world in recent years. The most
important performance measure in EDM is the surface roughness. In this study, the effect and
optimization of machining parameters on surface roughness in an EDM operation was investigated
by using the Taguchi method. The experimental studies were conducted under varying gap voltage,
discharge current, and pulse-on time. An orthogonal array, the signal-to-noise (S/N) ratio, and the
analysis of variance (ANOVA) were employed to the study the surface roughness in the EDM of
CFRP composite. It was observed that the discharge current was the most influential factors on the
surface roughness. To validate the study, confirmation experiment has been carried out at optimum
set of parameters and predicted results have been found to be in good agreement with experimental
findings.
Keywords: Analysis of Variance, EDM, Surface Roughness, Taguchi Method.
1. INTRODUCTION
Electrical Discharge Machining is a non-traditional manufacturing process used in industry
for high-precision machining of all types of conductive materials such as metals, metallic alloys,
graphite, or even some ceramic materials, of whatever intensity of hardness. In EDM process
material is removed by melting and vaporization of work material due to rapidly occurring electrical
sparks within a dielectric medium [1]. Carbon fiber reinforced plastic is a highly potential composite
material which is widely used in aerospace and aeronautical industries, automobile industries. Due to
their high strength to weight ratio which is favorable for aerospace and aeronautical industries. CFRP
posses honeycomb structure which provides a high stiffness to density ratio which makes it a very](https://image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-2-2048.jpg)
![International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 10, October (2014), pp. 70-77 © IAEME
stiff material ten times more to steel. Due to these properties it is a difficult to machine material with
conventional process. Also apart from these properties this material encountered some other
problems like deboning, Delamination, presence of burrs during machining with conventional
process [2]. So to eliminate these problems some nonconventional processes are used out of which
EDM is known to be favorable method for machining these types of materials. In setting the
machining parameters, the main goal is the minimum surface roughness.
71
Electric Discharge Machining (EDM) is an essential operation in several manufacturing in
some industries, which gives importance to variety, precision and accuracy. Several researchers have
attempted to improve the performance characteristics namely the surface roughness, Delamination
factor, tool wear rate and material removal rate etc. but the full potential utilization of this process is
not completely solved because of its complex and stochastic nature and more number of variables
involved in this operation.
George et al. optimize the machining parameters in the EDM machining of C–C composite
using Taguchi method. The process variables affects electrode wear rate and MRR, according to
their relative significance, are Vg, Ip and Ton, respectively [3]. Guu et al. reported in their work that
to prevent Delamination defects around holes in composite the pulse energy should small and
increase in discharge energy can cause increase in surface roughness due to increase in temperature
[4]. Kanagarajan et al. studied the effect of process parameters such as pulse current, pulse on time,
flussing pressure on tungsten carbide [5]. H. S. Lu et al. examined the optimal design of the cutting
parameters such as milling type, radial depth of cut for rough cutting processes in high speed end
milling on SKD61 tool steel by using GRA with PCA [6]. W.S. Lau et al. investigated the copper
electrode prove to be better than graphite in terms of tool wear and surface finish and positive
polarity should be used for machining carbon fiber composite material in order to achieve a low tool
wear ratio [7]. M.K. Pradhan presented a hybrid approach for determination of the process
parameters of EDM in AISI D2 tool steel [8]. Lin and Lin examined the performance characteristics
of the EDM process such as material removal rate, surface roughness, and electrode wear ratio are
improved together by using Gary relation analysis and Taguchi analysis [9]. Kiyak et al. [10] the
experimental study of the EDM of 40CrMnNiMo864 tool steel (AISI P20) tool steel they Examine
machining parameters on surface roughness in EDM of tool steel. Marafona Conclude that the black
layer composition varies with an interaction of electrical discharge machining (EDM) input
parameters, which affects the electrode wear ratio (EWR), using the Taguchi methodology [11].
The aim of present work is to obtain the optimum machining conditions for EDM of CFRP
composite material, for minimizing the surface roughness based on Taguchi technique. Experiments
were carried out to study the effect of various parameters viz. gap voltage, discharge current, and
pulse-duration, on the surface finish. The levels of significance on the surface roughness were
statistically evaluated by using analysis of variance (ANOVA).
2. EXPERIMENTAL SETUP
The experimental studies were performed on a SMART ZNC EDM machine tool. The
properties of Carbon fibre reinforced plastic work-piece material used for experimentation in this
work is a given in Table 1. EDM oil 40 is used as a dielectric fluid during the operation which is a
fully synthetic EDM fluid. Copper tool with 2 mm diameter (8930Kg/mm3) was used in the
experiments. The machining parameters, selected for different settings of gap voltage, pulse on time
and current were used in the experiments (Table 2). The photographic view of Experimental setup
and machining zone has been shown Fig.1and 2. The surface roughness measured by with Talusurf-6
on the work-piece after machining.](https://image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-3-2048.jpg)
![International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 10, October (2014), pp. 70-77 © IAEME
1
N
− = N
I=
73
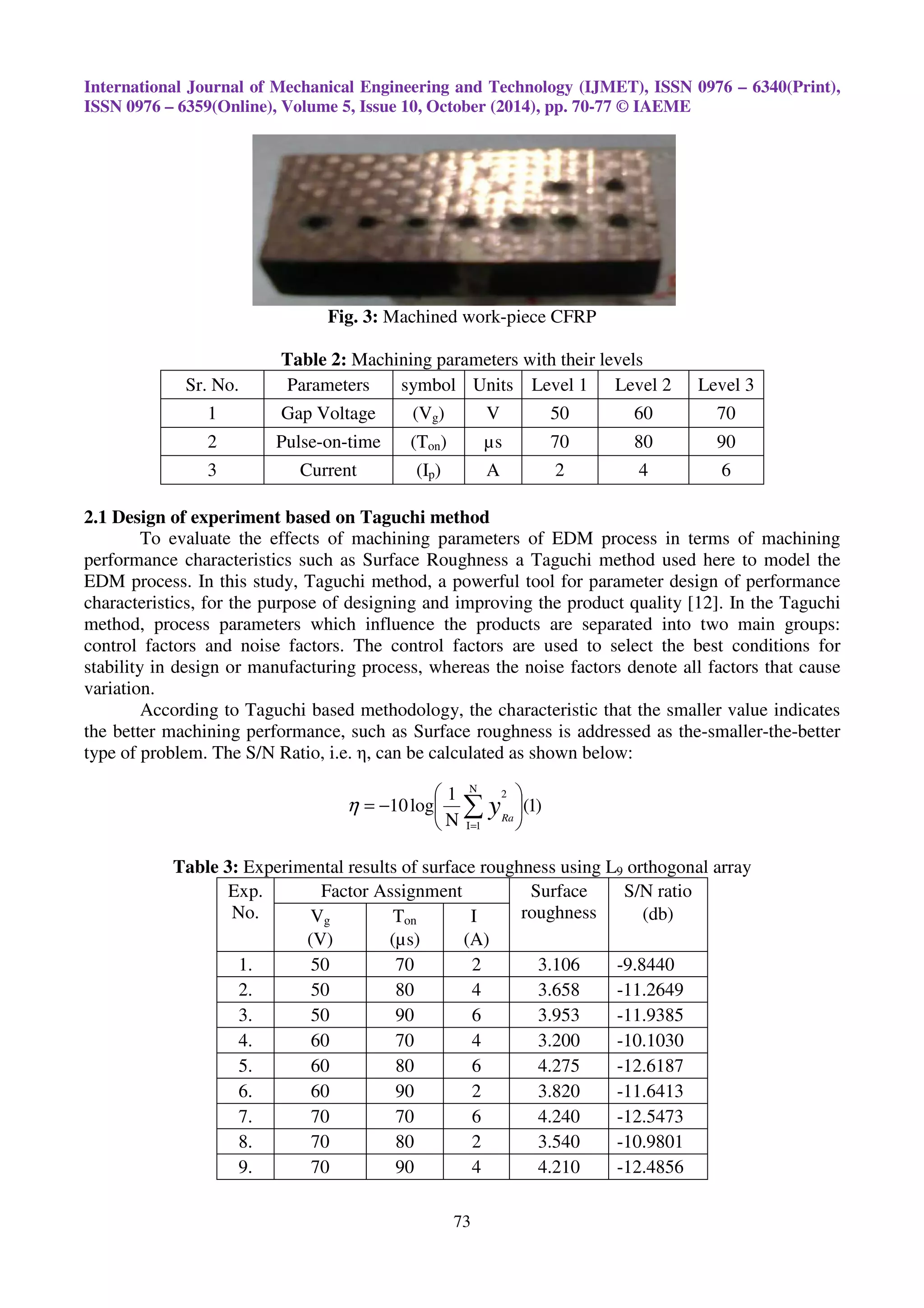
Fig. 3: Machined work-piece CFRP
Table 2: Machining parameters with their levels
Sr. No. Parameters symbol Units Level 1 Level 2 Level 3
1 Gap Voltage (Vg) V 50 60 70
2 Pulse-on-time (Ton) μs 70 80 90
3 Current (Ip) A 2 4 6
2.1 Design of experiment based on Taguchi method
To evaluate the effects of machining parameters of EDM process in terms of machining
performance characteristics such as Surface Roughness a Taguchi method used here to model the
EDM process. In this study, Taguchi method, a powerful tool for parameter design of performance
characteristics, for the purpose of designing and improving the product quality [12]. In the Taguchi
method, process parameters which influence the products are separated into two main groups:
control factors and noise factors. The control factors are used to select the best conditions for
stability in design or manufacturing process, whereas the noise factors denote all factors that cause
variation.
According to Taguchi based methodology, the characteristic that the smaller value indicates
the better machining performance, such as Surface roughness is addressed as the-smaller-the-better
type of problem. The S/N Ratio, i.e. , can be calculated as shown below:
(1)
10log
1
2
yRa
h
Table 3: Experimental results of surface roughness using L9 orthogonal array
Exp.
No.
Factor Assignment Surface
roughness
S/N ratio
Vg Ton
I
(db)
(V)
(μs)
(A)
1. 50 70 2 3.106 -9.8440
2. 50 80 4 3.658 -11.2649
3. 50 90 6 3.953 -11.9385
4. 60 70 4 3.200 -10.1030
5. 60 80 6 4.275 -12.6187
6. 60 90 2 3.820 -11.6413
7. 70 70 6 4.240 -12.5473
8. 70 80 2 3.540 -10.9801
9. 70 90 4 4.210 -12.4856](https://image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-5-2048.jpg)
![75
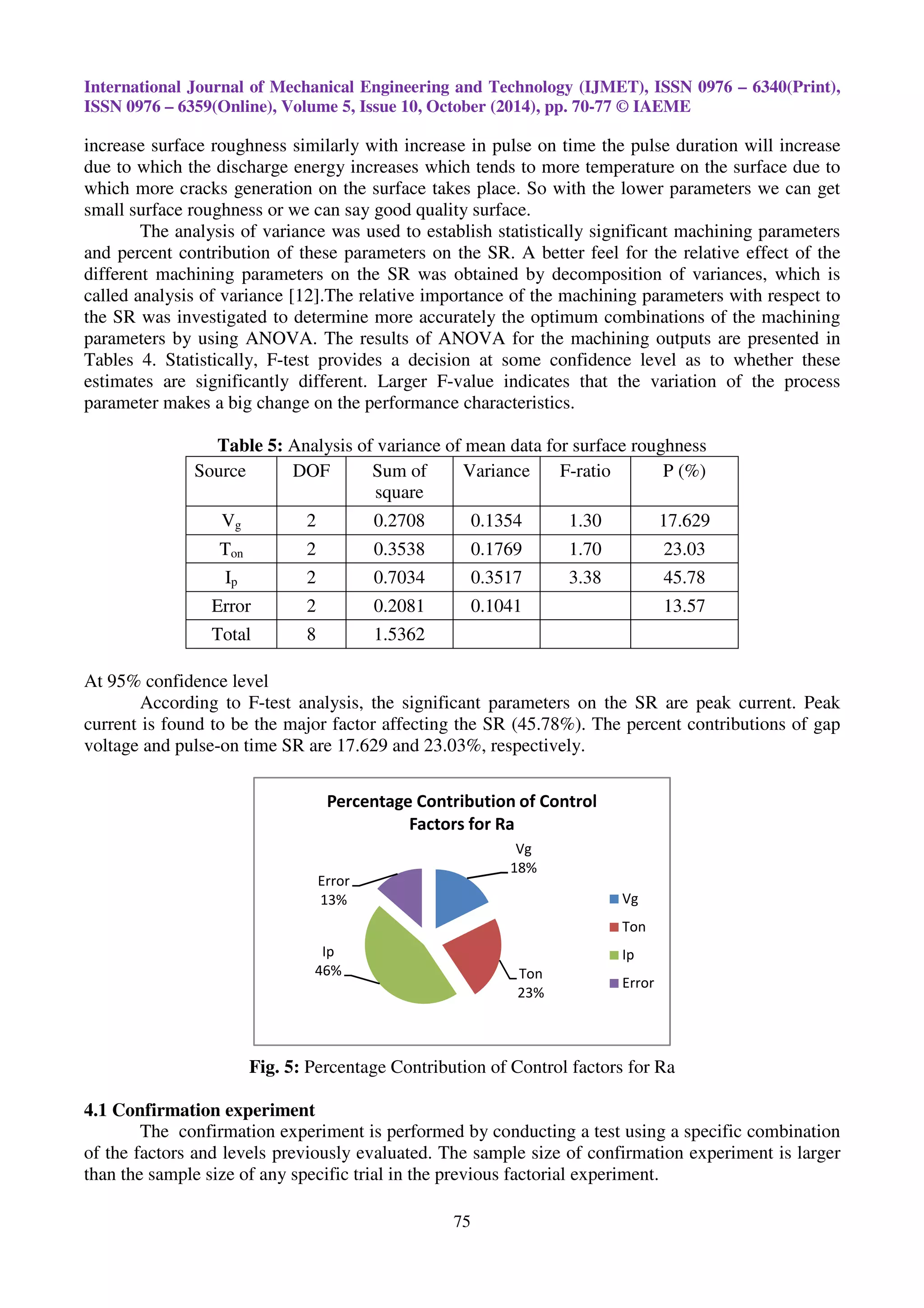
The analysis of variance was used to establish statistically significant machining parameters
and percent contribution of these parameters on the SR. A better feel for the relative effect of the
different machining parameters on the SR was obtained by decomposition of variances, which is
called analysis of variance [12].The relative importance of the machining parameters with respect to
the SR was investigated to determine more accurately the optimum combinations of the machining
parameters by using ANOVA. The results of ANOVA for the machining outputs are presented in
Tables 4. Statistically, F-test provides a decision at some confidence level as to whether these
estimates are significantly different. Larger F-value indicates that the variation of the process
parameter makes a big change on the performance characteristics.
Table 5: Analysis of variance of mean data for surface roughness
Source DOF Sum of
square
Variance F-ratio P (%)
Vg 2 0.2708 0.1354 1.30 17.629
Ton 2 0.3538 0.1769 1.70 23.03
Ip 2 0.7034 0.3517 3.38 45.78
Error 2 0.2081 0.1041 13.57
Total 8 1.5362
At 95% confidence level
According to F-test analysis, the significant parameters on the SR are peak current. Peak
current is found to be the major factor affecting the SR (45.78%). The percent contributions of gap
voltage and pulse-on time SR are 17.629 and 23.03%, respectively.](https://image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-8-2048.jpg)

![Journal Impact Factor (2014): 7.5377 (Calculated by GISI)
IJMET
© I A E M E
OPTIMIZATION OF MACHINING PARAMETERS IN EDM
OF CFRP COMPOSITE USING TAGUCHI TECHNIQUE
70
Brajesh Kumar Lodhi1, Deepak Verma2, Rahul Shukla3
1, 3(Assistant professor, Department of Mechanical Engineering, Bundelkhand University,
Jhansi-284128, INDIA)
2(Assistant professor, Department of Mechanical Engineering, S.R. Group of institution,
Jhansi-284001, INDIA)
ABSTRACT
Electrical discharge machining (EDM) is a nontraditional manufacturing technique that has
been widely used in the production of tools and dies throughout the world in recent years. The most
important performance measure in EDM is the surface roughness. In this study, the effect and
optimization of machining parameters on surface roughness in an EDM operation was investigated
by using the Taguchi method. The experimental studies were conducted under varying gap voltage,
discharge current, and pulse-on time. An orthogonal array, the signal-to-noise (S/N) ratio, and the
analysis of variance (ANOVA) were employed to the study the surface roughness in the EDM of
CFRP composite. It was observed that the discharge current was the most influential factors on the
surface roughness. To validate the study, confirmation experiment has been carried out at optimum
set of parameters and predicted results have been found to be in good agreement with experimental
findings.
Keywords: Analysis of Variance, EDM, Surface Roughness, Taguchi Method.
1. INTRODUCTION
Electrical Discharge Machining is a non-traditional manufacturing process used in industry
for high-precision machining of all types of conductive materials such as metals, metallic alloys,
graphite, or even some ceramic materials, of whatever intensity of hardness. In EDM process
material is removed by melting and vaporization of work material due to rapidly occurring electrical
sparks within a dielectric medium [1]. Carbon fiber reinforced plastic is a highly potential composite
material which is widely used in aerospace and aeronautical industries, automobile industries. Due to
their high strength to weight ratio which is favorable for aerospace and aeronautical industries. CFRP
posses honeycomb structure which provides a high stiffness to density ratio which makes it a very](https://crownmelresort.com/image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-2-2048.jpg)
![International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 10, October (2014), pp. 70-77 © IAEME
stiff material ten times more to steel. Due to these properties it is a difficult to machine material with
conventional process. Also apart from these properties this material encountered some other
problems like deboning, Delamination, presence of burrs during machining with conventional
process [2]. So to eliminate these problems some nonconventional processes are used out of which
EDM is known to be favorable method for machining these types of materials. In setting the
machining parameters, the main goal is the minimum surface roughness.
71
Electric Discharge Machining (EDM) is an essential operation in several manufacturing in
some industries, which gives importance to variety, precision and accuracy. Several researchers have
attempted to improve the performance characteristics namely the surface roughness, Delamination
factor, tool wear rate and material removal rate etc. but the full potential utilization of this process is
not completely solved because of its complex and stochastic nature and more number of variables
involved in this operation.
George et al. optimize the machining parameters in the EDM machining of C–C composite
using Taguchi method. The process variables affects electrode wear rate and MRR, according to
their relative significance, are Vg, Ip and Ton, respectively [3]. Guu et al. reported in their work that
to prevent Delamination defects around holes in composite the pulse energy should small and
increase in discharge energy can cause increase in surface roughness due to increase in temperature
[4]. Kanagarajan et al. studied the effect of process parameters such as pulse current, pulse on time,
flussing pressure on tungsten carbide [5]. H. S. Lu et al. examined the optimal design of the cutting
parameters such as milling type, radial depth of cut for rough cutting processes in high speed end
milling on SKD61 tool steel by using GRA with PCA [6]. W.S. Lau et al. investigated the copper
electrode prove to be better than graphite in terms of tool wear and surface finish and positive
polarity should be used for machining carbon fiber composite material in order to achieve a low tool
wear ratio [7]. M.K. Pradhan presented a hybrid approach for determination of the process
parameters of EDM in AISI D2 tool steel [8]. Lin and Lin examined the performance characteristics
of the EDM process such as material removal rate, surface roughness, and electrode wear ratio are
improved together by using Gary relation analysis and Taguchi analysis [9]. Kiyak et al. [10] the
experimental study of the EDM of 40CrMnNiMo864 tool steel (AISI P20) tool steel they Examine
machining parameters on surface roughness in EDM of tool steel. Marafona Conclude that the black
layer composition varies with an interaction of electrical discharge machining (EDM) input
parameters, which affects the electrode wear ratio (EWR), using the Taguchi methodology [11].
The aim of present work is to obtain the optimum machining conditions for EDM of CFRP
composite material, for minimizing the surface roughness based on Taguchi technique. Experiments
were carried out to study the effect of various parameters viz. gap voltage, discharge current, and
pulse-duration, on the surface finish. The levels of significance on the surface roughness were
statistically evaluated by using analysis of variance (ANOVA).
2. EXPERIMENTAL SETUP
The experimental studies were performed on a SMART ZNC EDM machine tool. The
properties of Carbon fibre reinforced plastic work-piece material used for experimentation in this
work is a given in Table 1. EDM oil 40 is used as a dielectric fluid during the operation which is a
fully synthetic EDM fluid. Copper tool with 2 mm diameter (8930Kg/mm3) was used in the
experiments. The machining parameters, selected for different settings of gap voltage, pulse on time
and current were used in the experiments (Table 2). The photographic view of Experimental setup
and machining zone has been shown Fig.1and 2. The surface roughness measured by with Talusurf-6
on the work-piece after machining.](https://crownmelresort.com/image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-3-2048.jpg)

![International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 10, October (2014), pp. 70-77 © IAEME
1
N
− = N
I=
73
Fig. 3: Machined work-piece CFRP
Table 2: Machining parameters with their levels
Sr. No. Parameters symbol Units Level 1 Level 2 Level 3
1 Gap Voltage (Vg) V 50 60 70
2 Pulse-on-time (Ton) μs 70 80 90
3 Current (Ip) A 2 4 6
2.1 Design of experiment based on Taguchi method
To evaluate the effects of machining parameters of EDM process in terms of machining
performance characteristics such as Surface Roughness a Taguchi method used here to model the
EDM process. In this study, Taguchi method, a powerful tool for parameter design of performance
characteristics, for the purpose of designing and improving the product quality [12]. In the Taguchi
method, process parameters which influence the products are separated into two main groups:
control factors and noise factors. The control factors are used to select the best conditions for
stability in design or manufacturing process, whereas the noise factors denote all factors that cause
variation.
According to Taguchi based methodology, the characteristic that the smaller value indicates
the better machining performance, such as Surface roughness is addressed as the-smaller-the-better
type of problem. The S/N Ratio, i.e. , can be calculated as shown below:
(1)
10log
1
2
yRa
h
Table 3: Experimental results of surface roughness using L9 orthogonal array
Exp.
No.
Factor Assignment Surface
roughness
S/N ratio
Vg Ton
I
(db)
(V)
(μs)
(A)
1. 50 70 2 3.106 -9.8440
2. 50 80 4 3.658 -11.2649
3. 50 90 6 3.953 -11.9385
4. 60 70 4 3.200 -10.1030
5. 60 80 6 4.275 -12.6187
6. 60 90 2 3.820 -11.6413
7. 70 70 6 4.240 -12.5473
8. 70 80 2 3.540 -10.9801
9. 70 90 4 4.210 -12.4856](https://crownmelresort.com/image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-5-2048.jpg)


![75
The analysis of variance was used to establish statistically significant machining parameters
and percent contribution of these parameters on the SR. A better feel for the relative effect of the
different machining parameters on the SR was obtained by decomposition of variances, which is
called analysis of variance [12].The relative importance of the machining parameters with respect to
the SR was investigated to determine more accurately the optimum combinations of the machining
parameters by using ANOVA. The results of ANOVA for the machining outputs are presented in
Tables 4. Statistically, F-test provides a decision at some confidence level as to whether these
estimates are significantly different. Larger F-value indicates that the variation of the process
parameter makes a big change on the performance characteristics.
Table 5: Analysis of variance of mean data for surface roughness
Source DOF Sum of
square
Variance F-ratio P (%)
Vg 2 0.2708 0.1354 1.30 17.629
Ton 2 0.3538 0.1769 1.70 23.03
Ip 2 0.7034 0.3517 3.38 45.78
Error 2 0.2081 0.1041 13.57
Total 8 1.5362
At 95% confidence level
According to F-test analysis, the significant parameters on the SR are peak current. Peak
current is found to be the major factor affecting the SR (45.78%). The percent contributions of gap
voltage and pulse-on time SR are 17.629 and 23.03%, respectively.](https://crownmelresort.com/image.slidesharecdn.com/optimizationofmachiningparametersinedmofcfrpcompositeusingtaguchitechnique-141110093537-conversion-gate01/75/Optimization-of-machining-parameters-in-edm-of-cfrp-composite-using-taguchi-technique-8-2048.jpg)

1. The document summarizes a study that used Taguchi methods to optimize machining parameters for electrical discharge machining (EDM) of carbon fiber reinforced plastic (CFRP) composite material. 2. The study investigated the effects of gap voltage, discharge current, and pulse-on time on surface roughness. Experiments were conducted using an L9 orthogonal array. 3. Analysis of variance (ANOVA) and signal-to-noise ratios were used to analyze the results. It was found that discharge current had the most significant influence on surface roughness, and confirmation experiments validated the optimum parameters identified.


























































































![Support, Monitoring, Continuous Improvement & Scaling Agentic Automation [3/3]](https://cdn.slidesharecdn.com/ss_thumbnails/agenticcommunityseries-day3-cfd-251120170304-ddef8112-thumbnail.jpg?width=640&height=640&fit=bounds)








