Downloaded 869 times


























Viscose rayon is an artificial silk made from regenerated cellulosic fibers, derived from natural materials like cotton linters and wood pulp. The manufacturing process involves several steps, including steeping, shredding, xanthation, and wet spinning, which convert cellulose into viscose rayon filament. Its properties include high absorbency, varying mechanical strengths, and compatibility with blends, while it is sensitive to certain chemicals and microorganisms.
Overview of Viscose Rayon as an artificial silk and commercial fiber made from natural cellulosic materials.
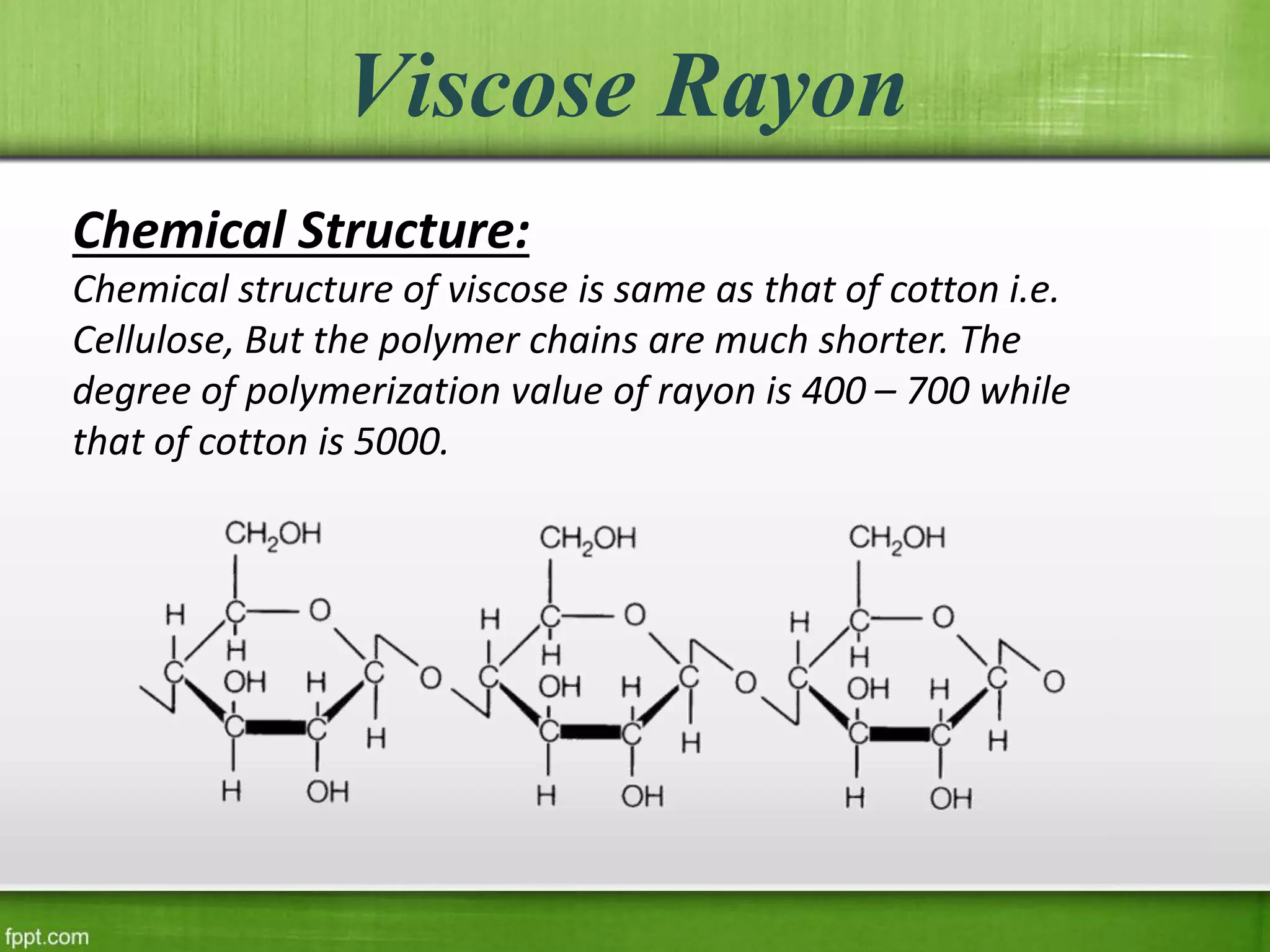
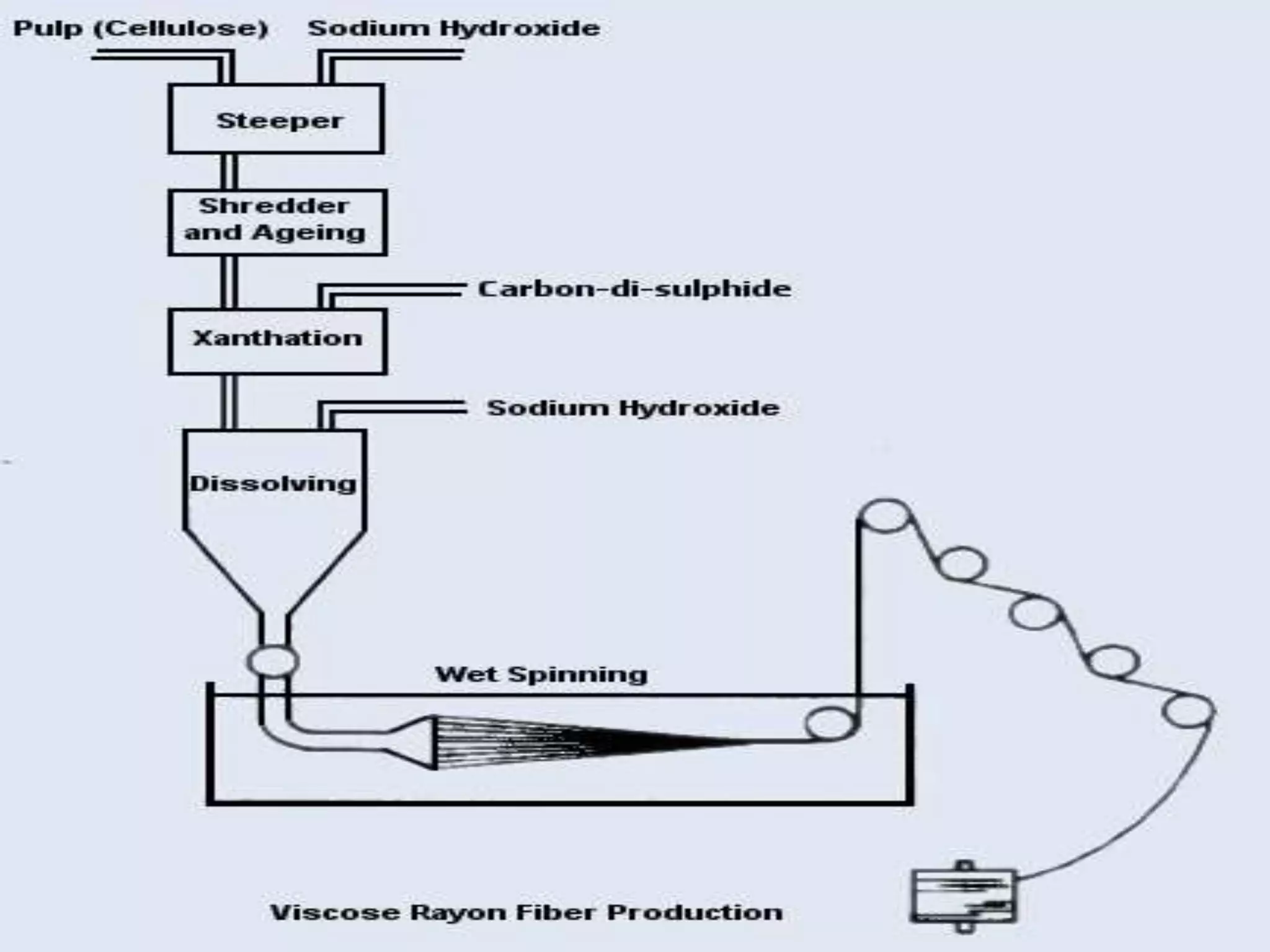
Explains the short polymer chains of viscose rayon and detailed manufacturing steps including steeping, shredding, xanthation, etc.
Different modified forms of viscose rayon fibers, including tyre yarn, high wet-modulus yarns, and polynosic fiber.
Discussion of chemical, biological, and physical properties. Reactivity towards acids, microorganisms, and its structural characteristics.
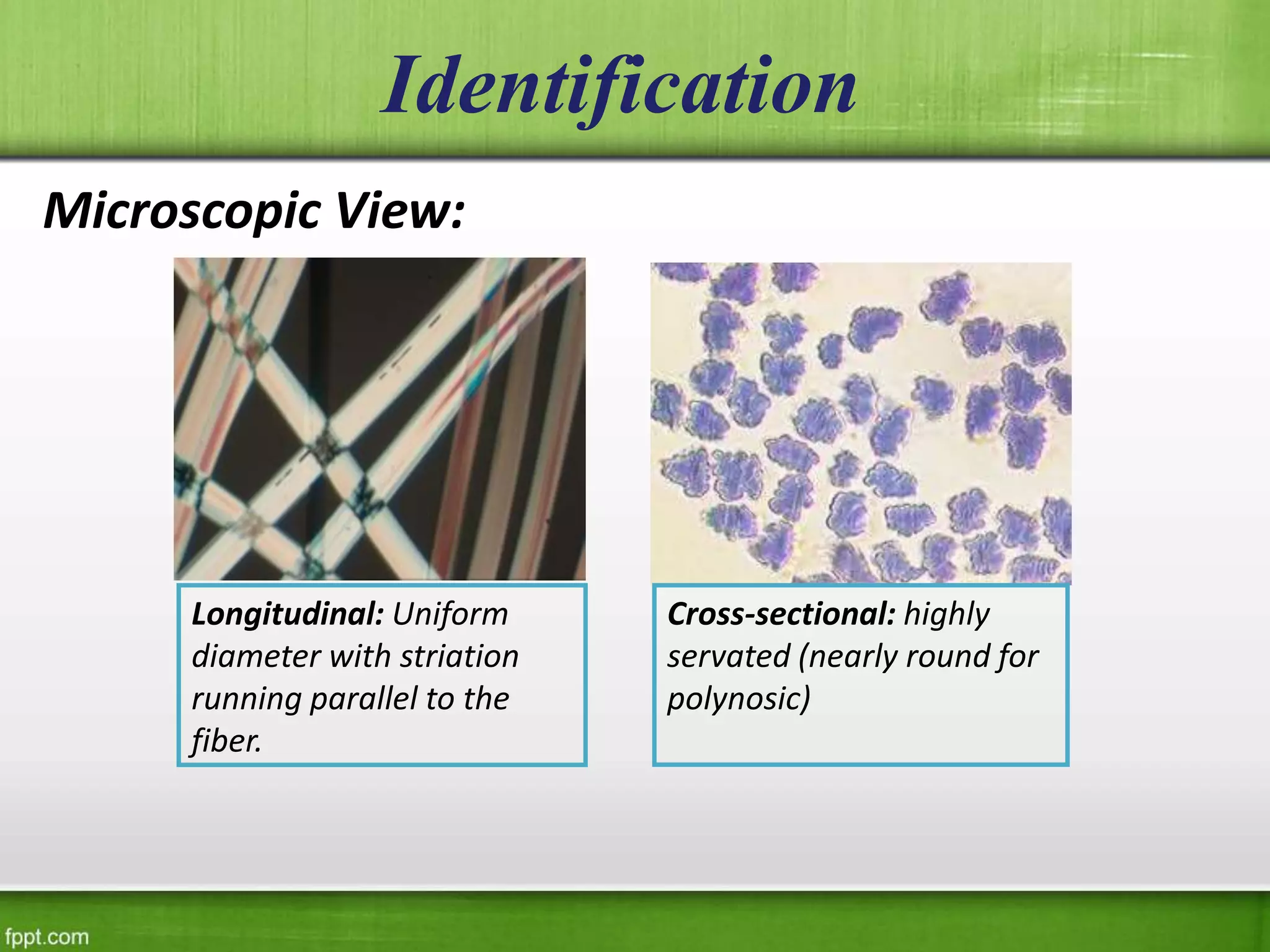
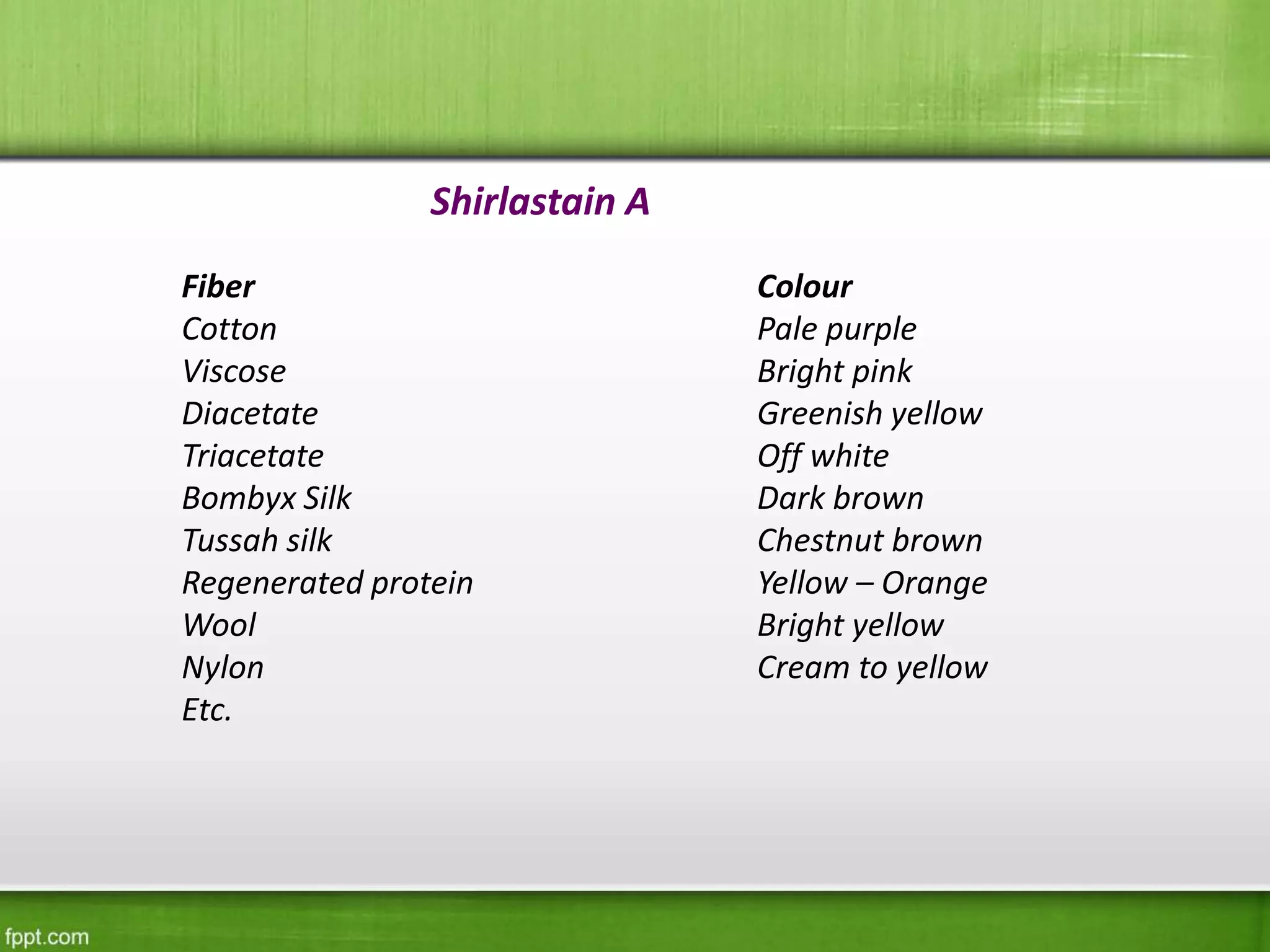
Identification methods through microscopic views and burn tests, including solubility in various solutions.
Various applications, blends with other fibers, special rayon types, and construction of union fabrics.









































































