Downloaded 393 times

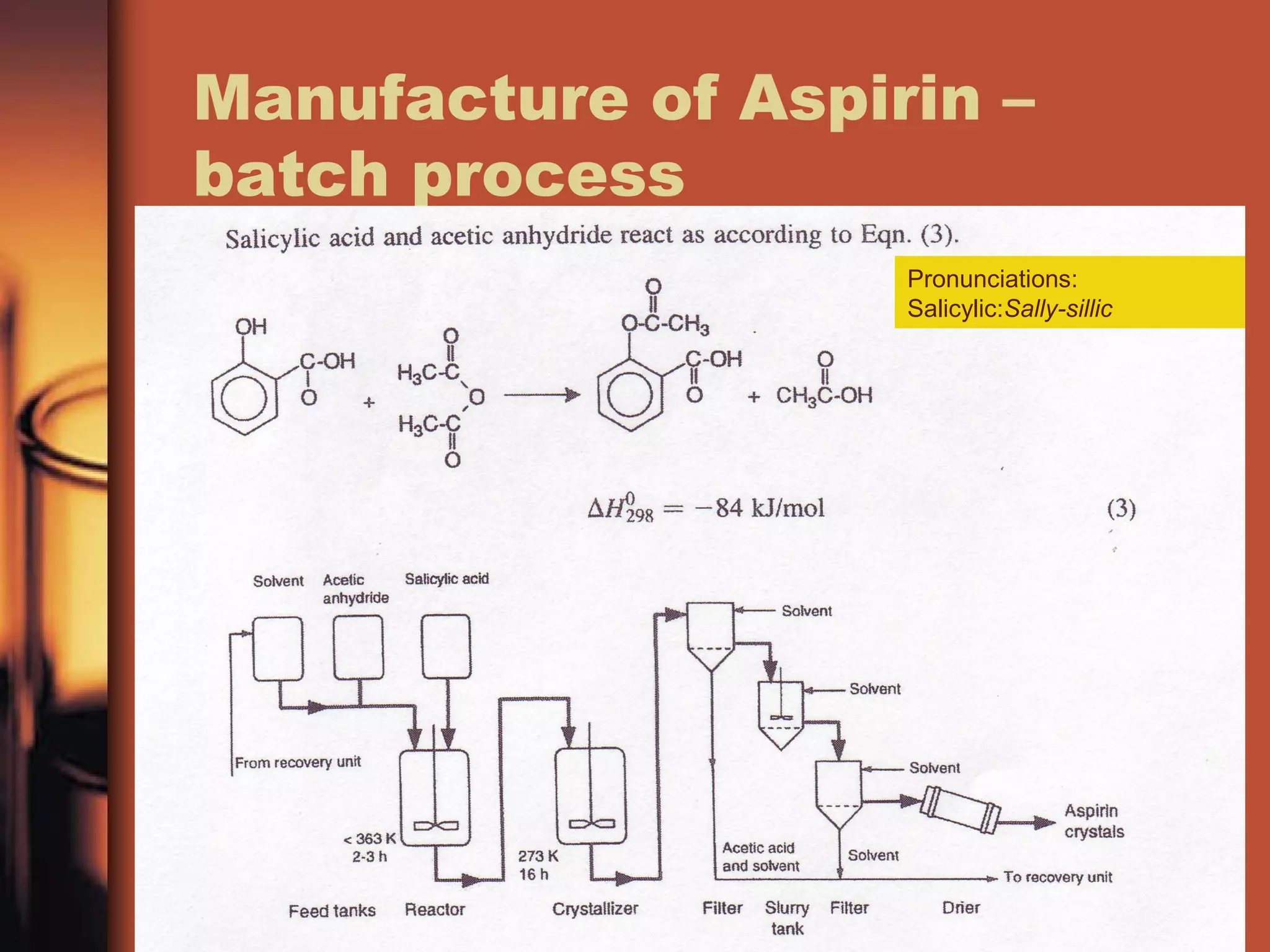




































This document discusses key factors to consider in the design and operation of industrial chemical plants. It covers determining the product and production quantities, choosing between batch and continuous manufacturing processes, ensuring safe and environmentally-sound production, accounting for costs, and establishing operational procedures. Design elements like equipment selection, facility location, and legislative compliance are also addressed. Various industrial chemical processes are reviewed as examples, including aspirin production, oil refining, and the Haber process for ammonia synthesis. Recent industrial incidents are also briefly described.
Overview of industrial manufacture, key introduction points, and factors influencing plant design.
Key aspects of plant design, including product type, quantities, and various manufacturing processes.
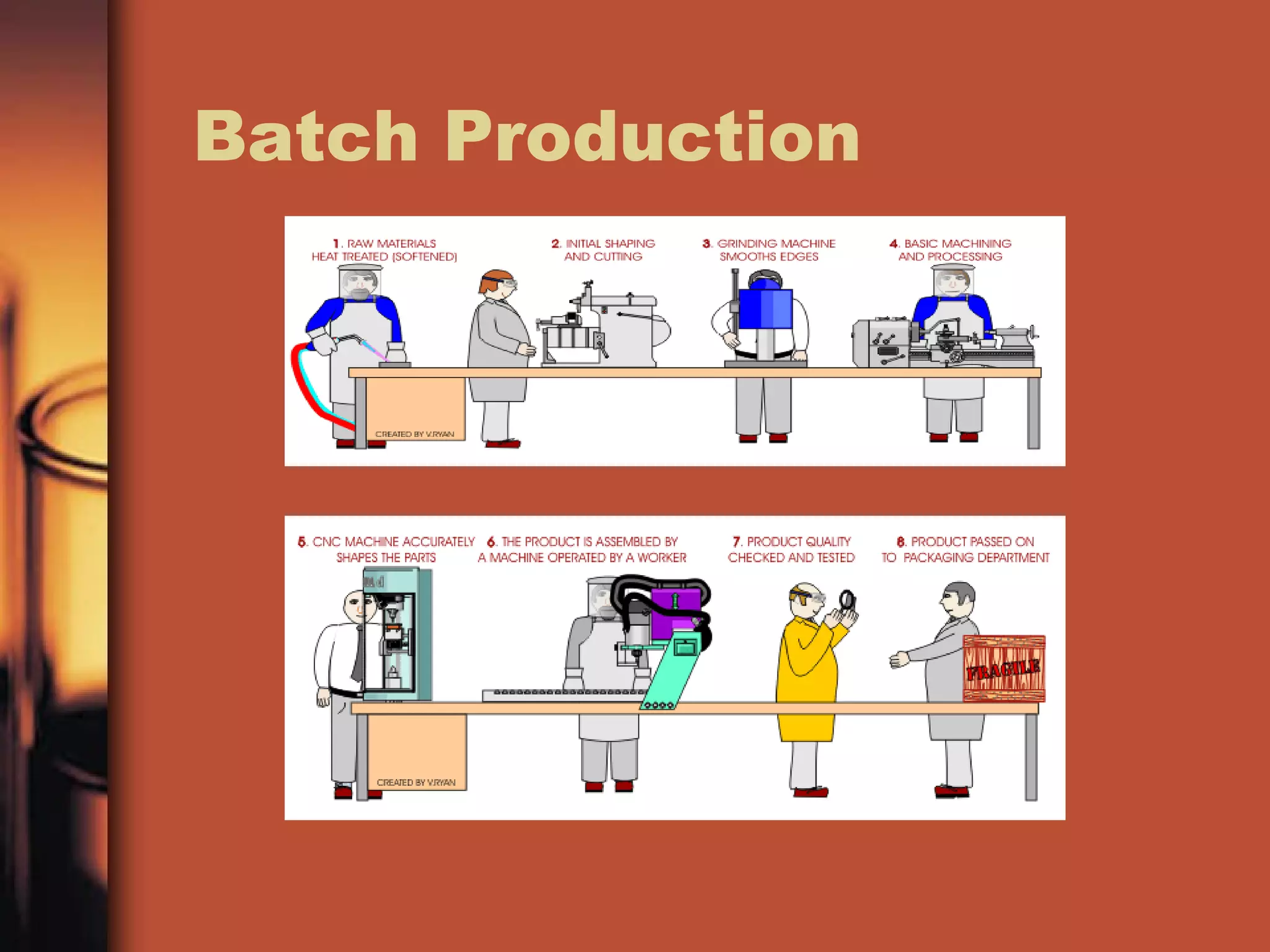
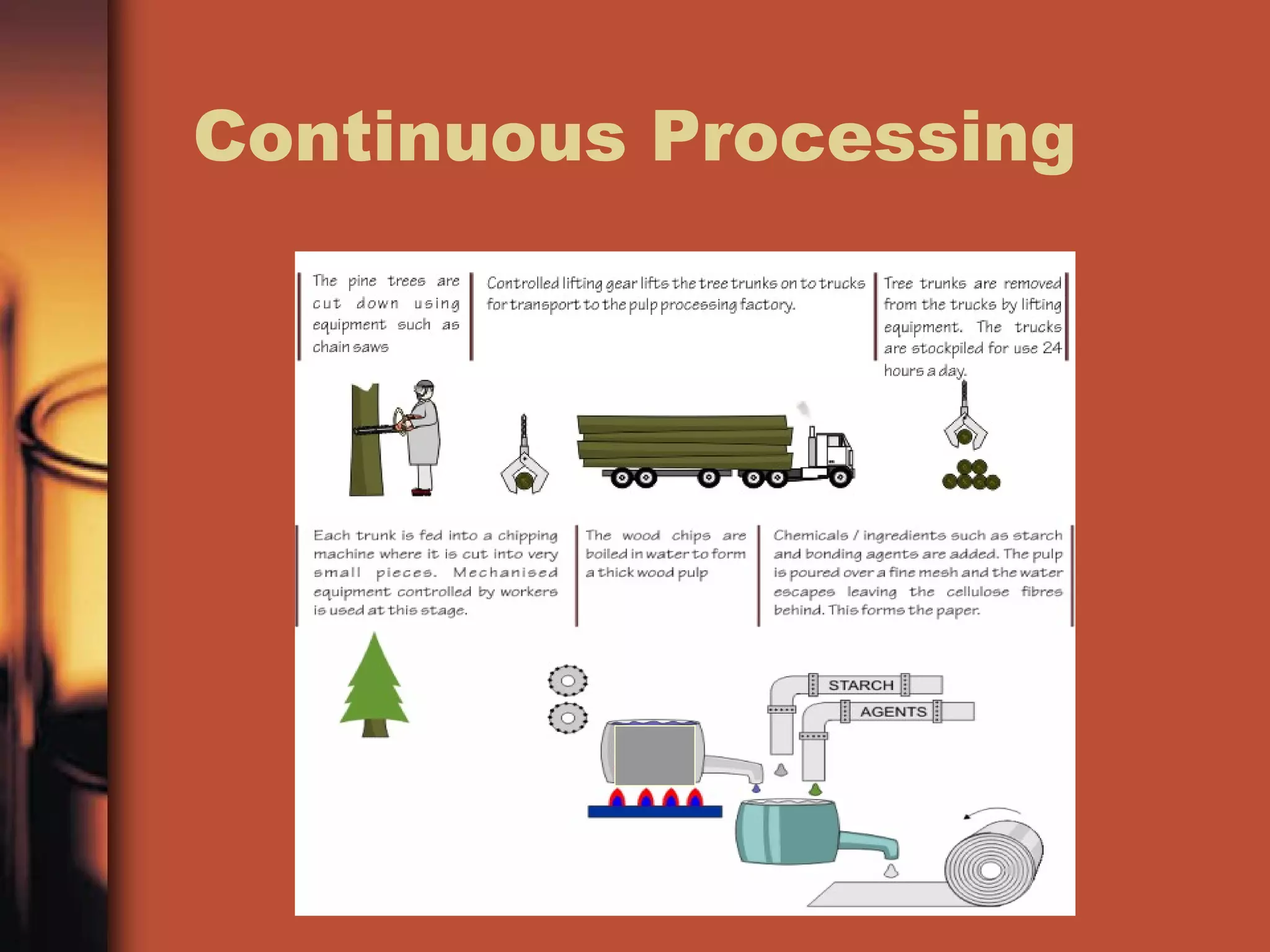
Illustrates batch processes, examples, advantages, disadvantages, and continuous processes' characteristics.
Emphasizes safety standards, legal considerations, and environmental impacts during plant design.
Details fixed and working capital investments needed for plant startup and operational expenses.
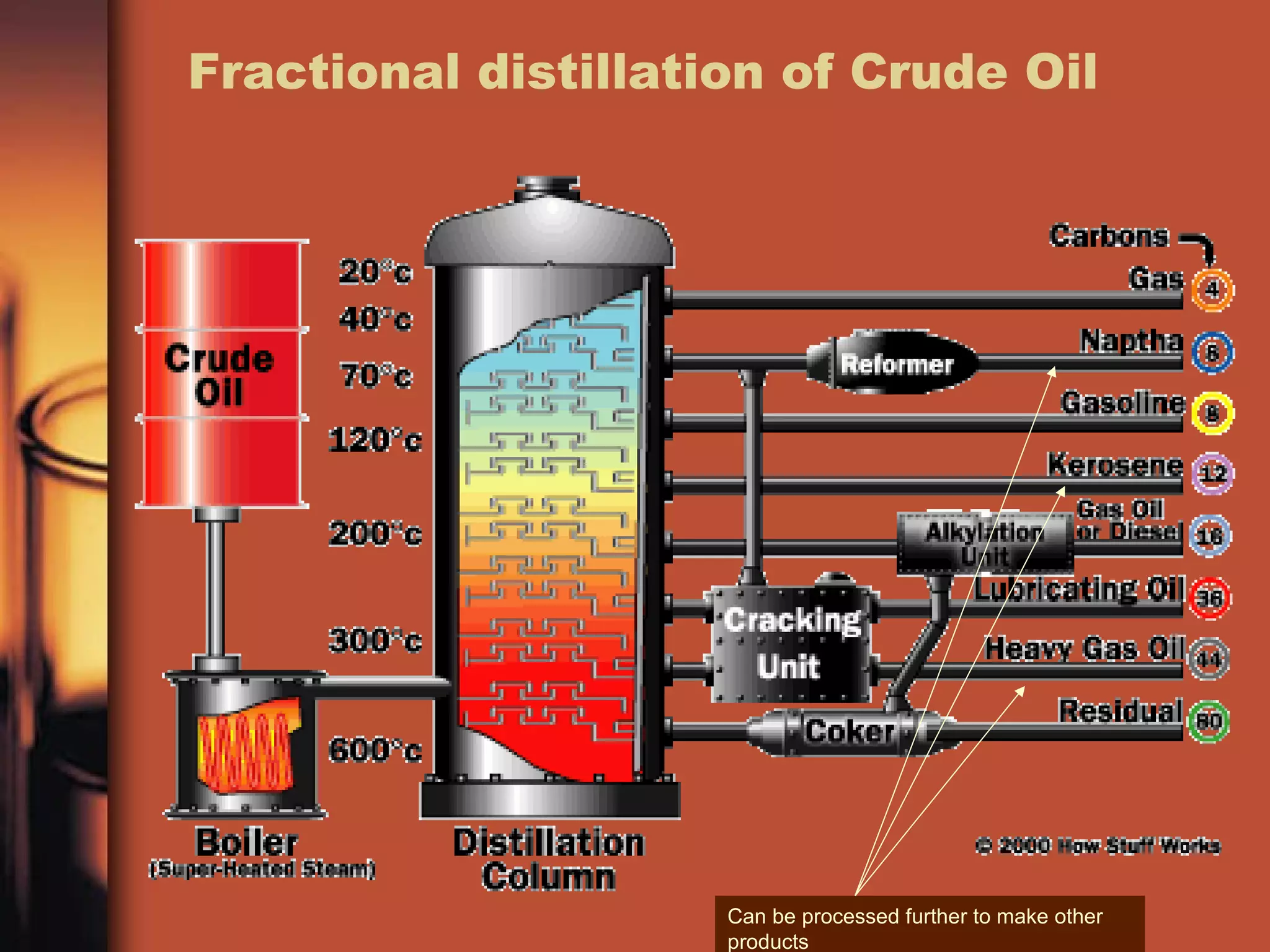
Discusses plant operations, workforce skills, and provides an example of oil refining processes.
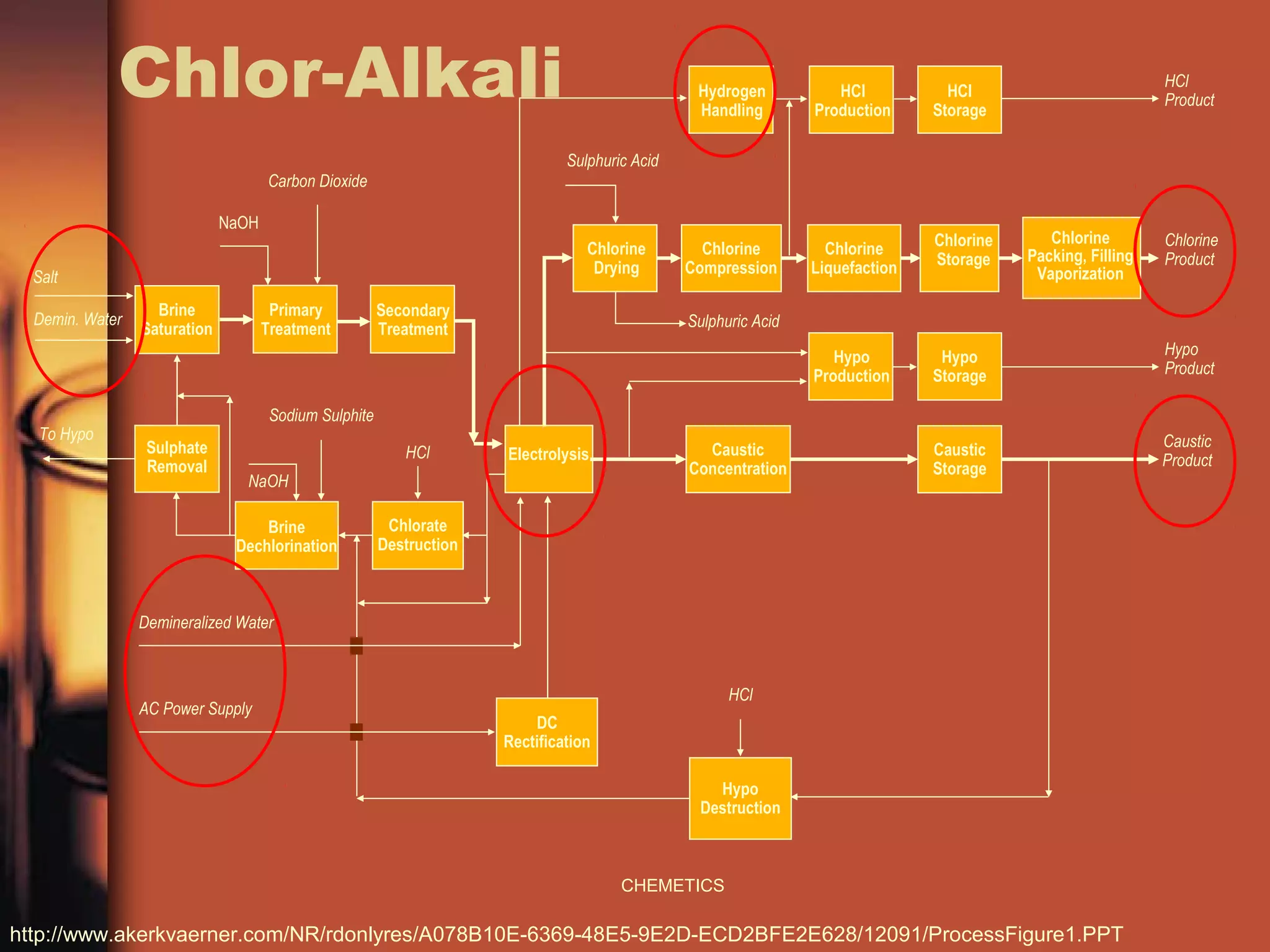
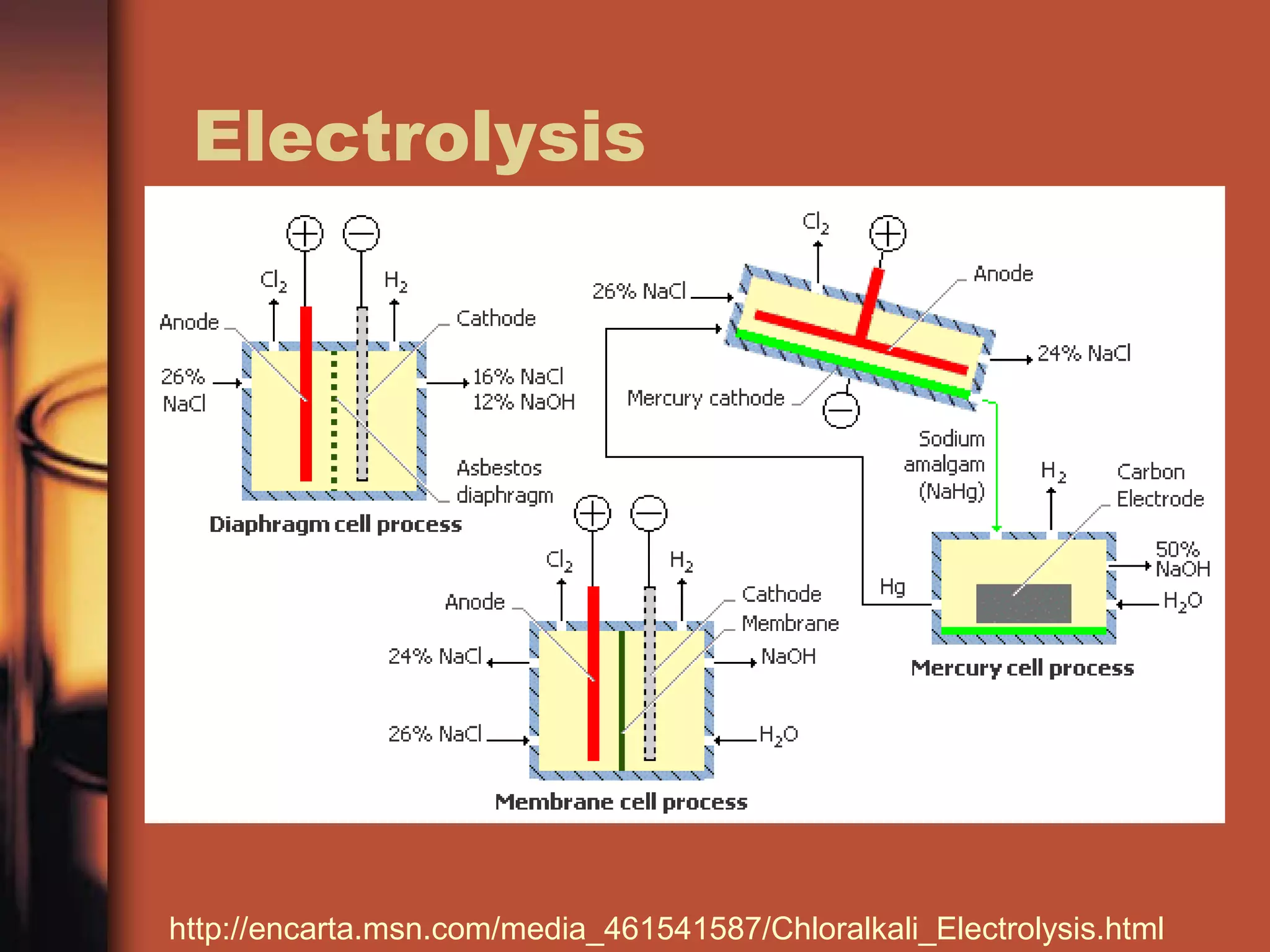
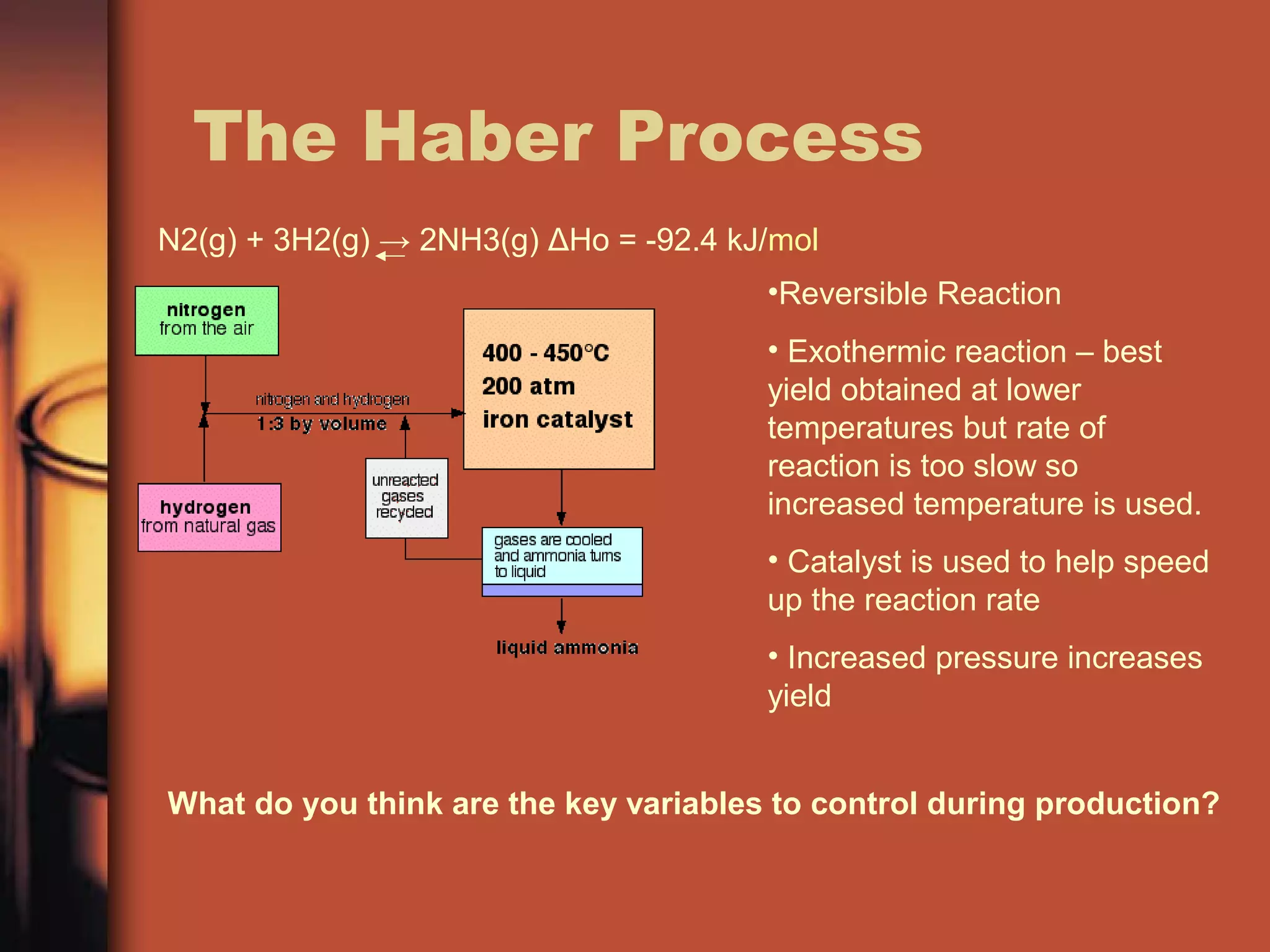
Explains production methods like fractional distillation and highlights the Haber process and related hazards.
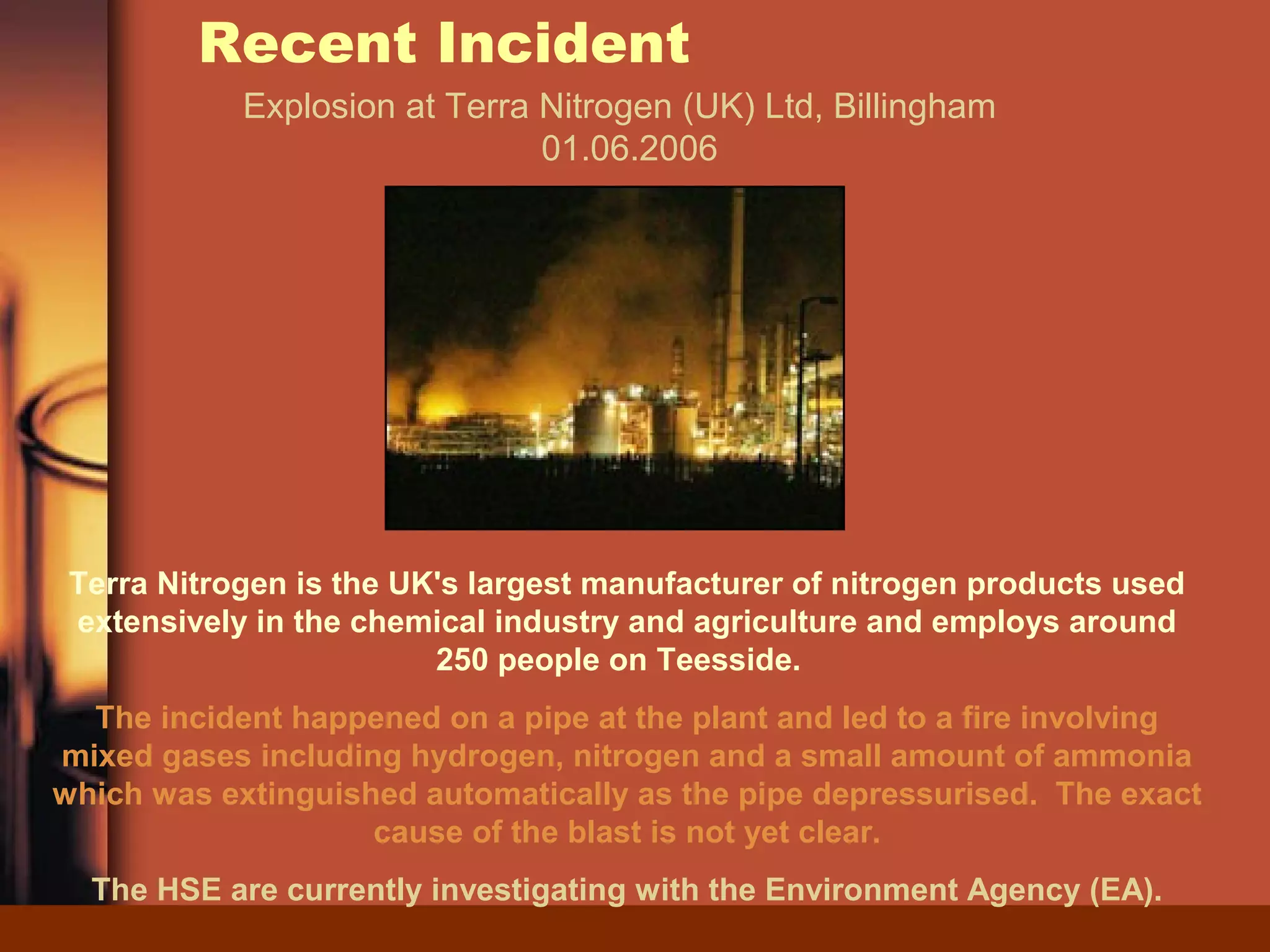
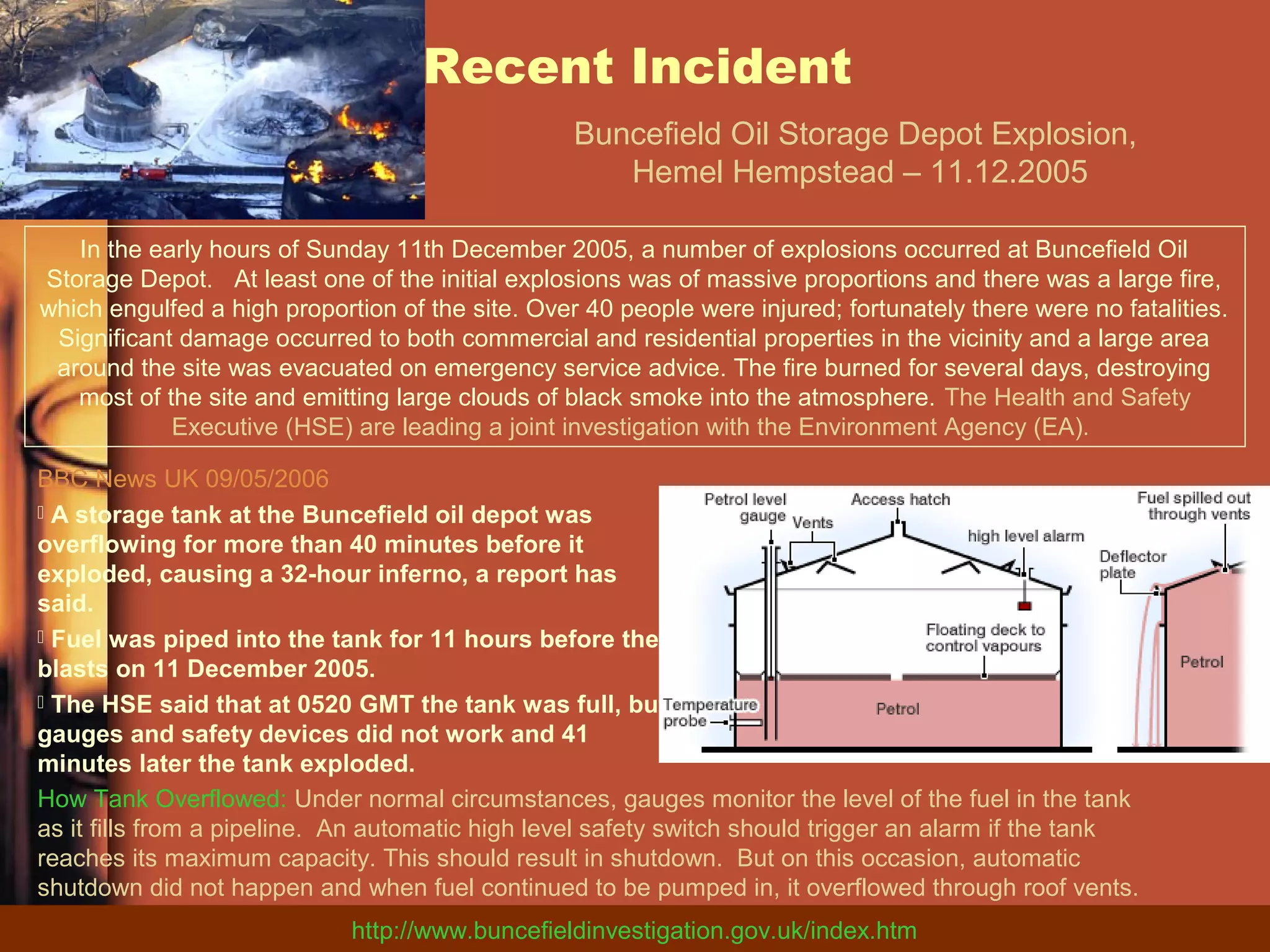
Summarizes recent explosions in chemical manufacturing and stresses the importance of monitoring safety conditions.
Opens the floor for questions related to the presentation contents.