The document provides a monthly business review for December 2003 containing the following key information:
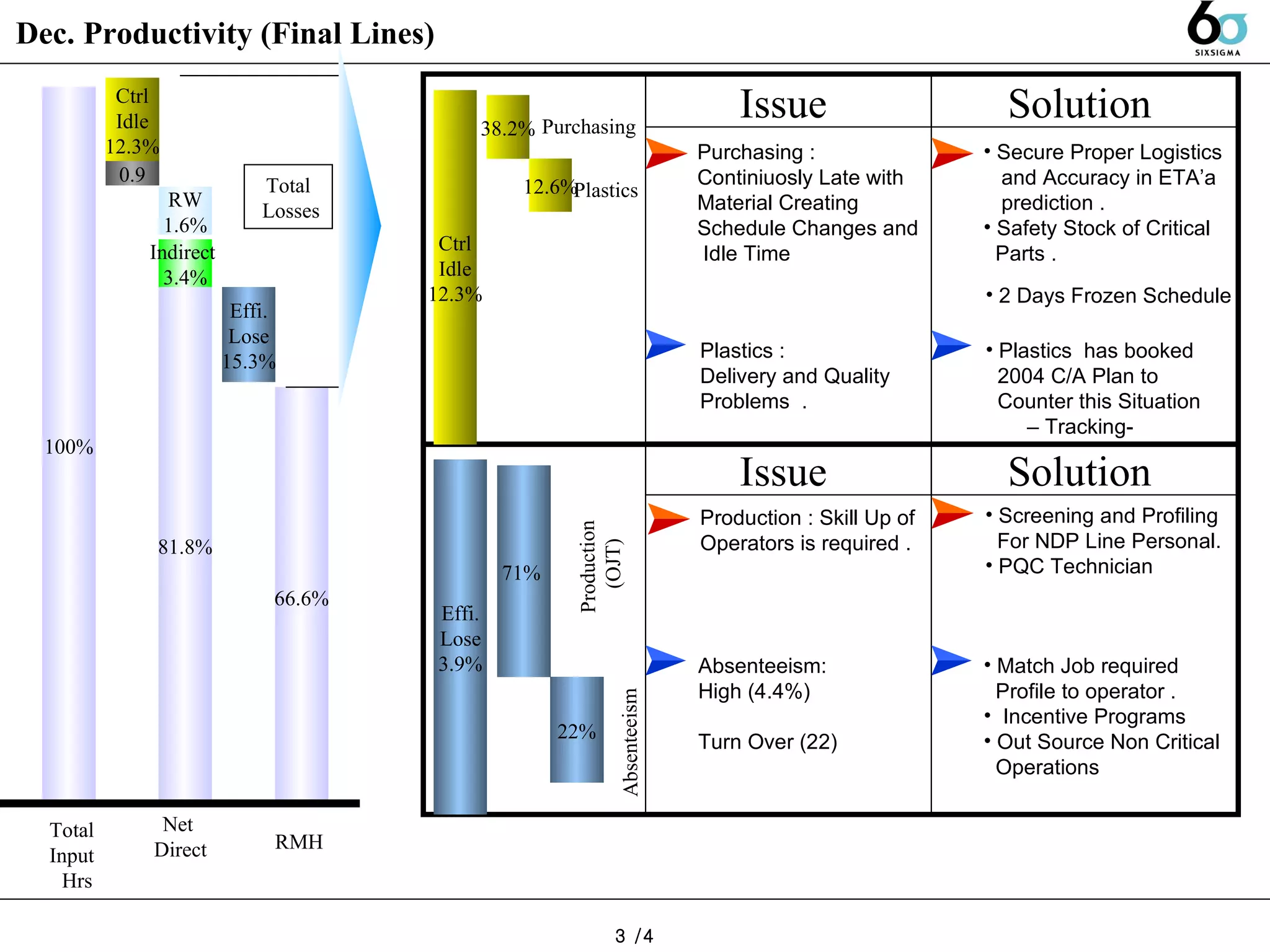
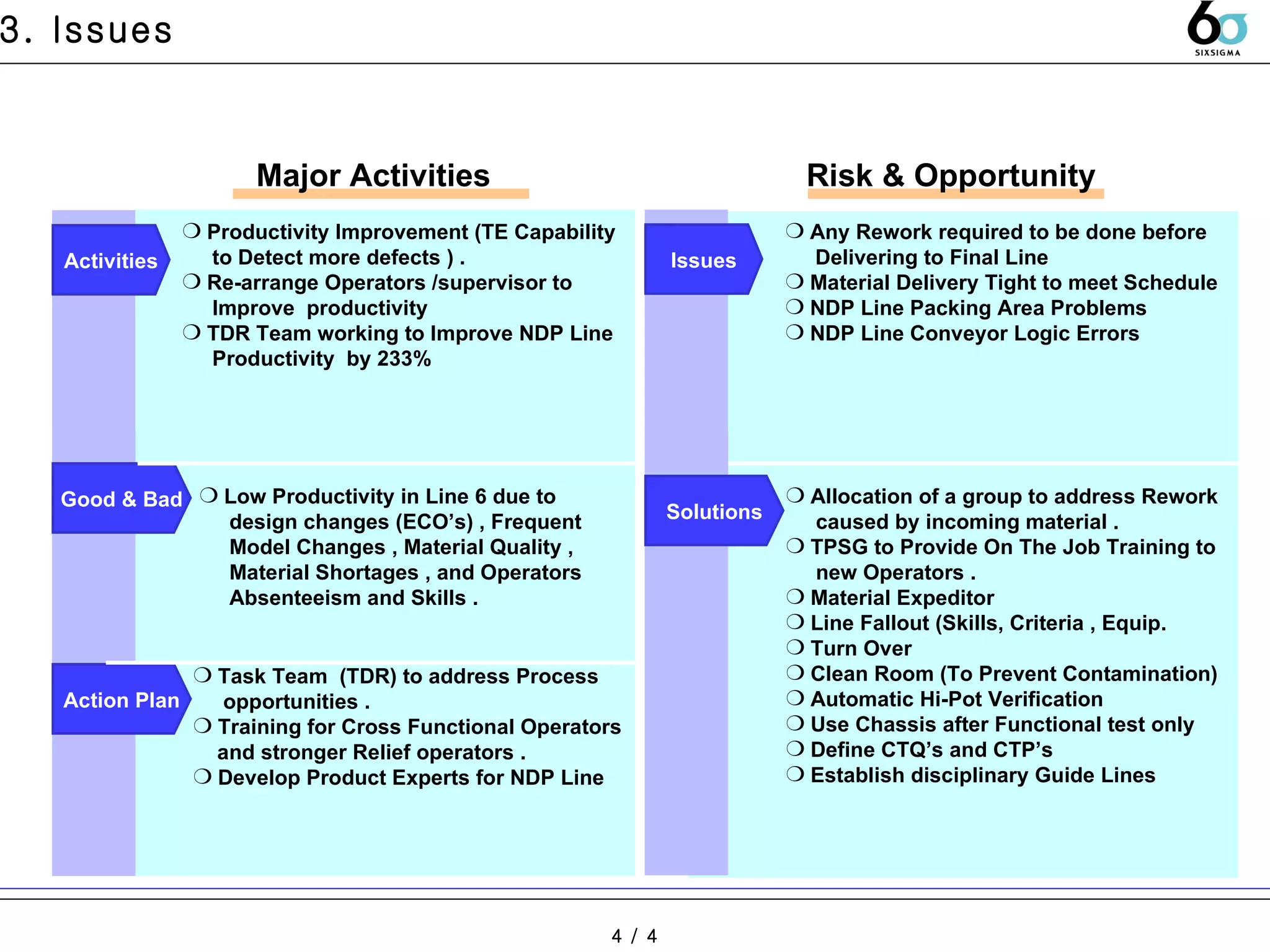
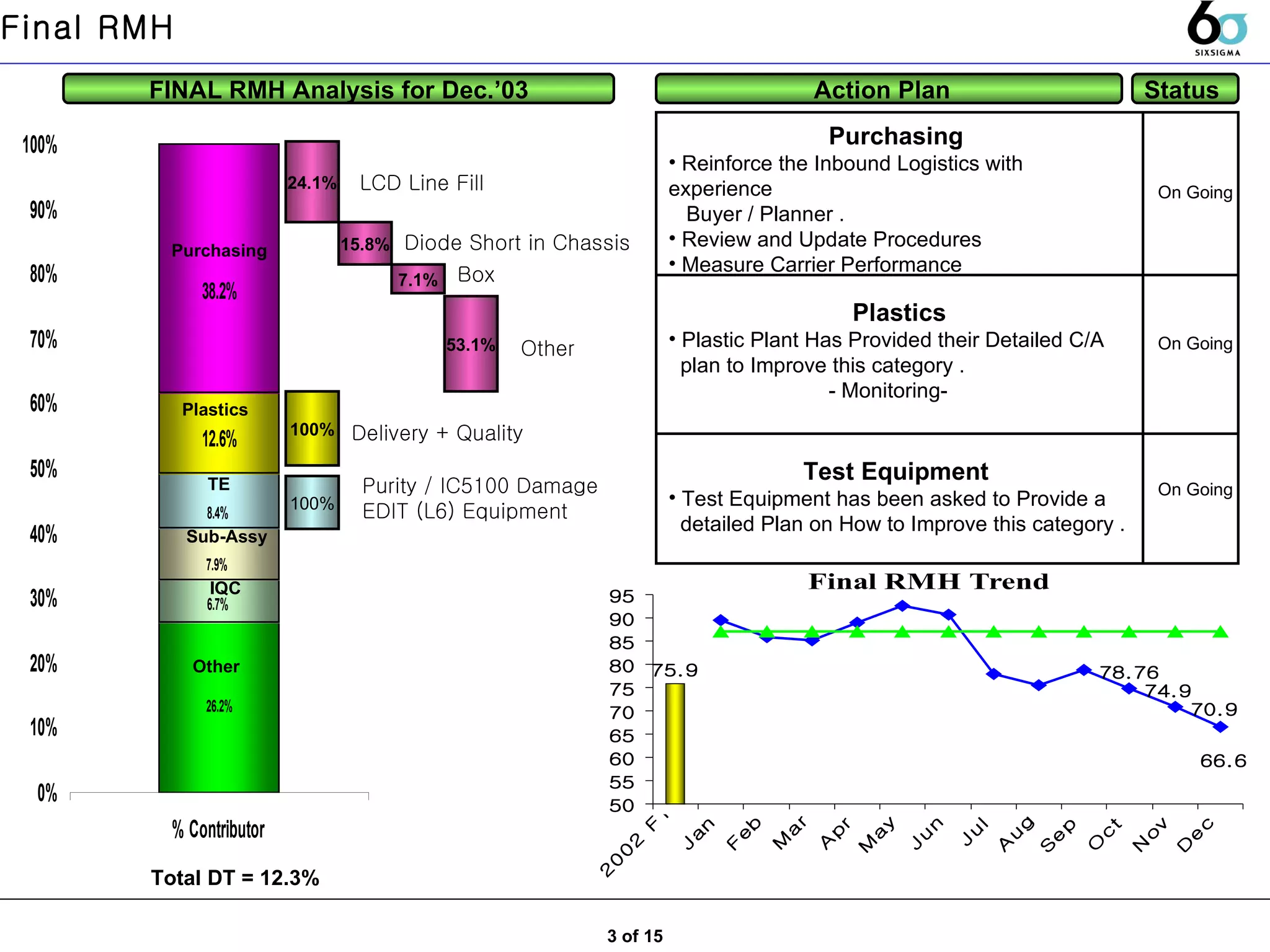
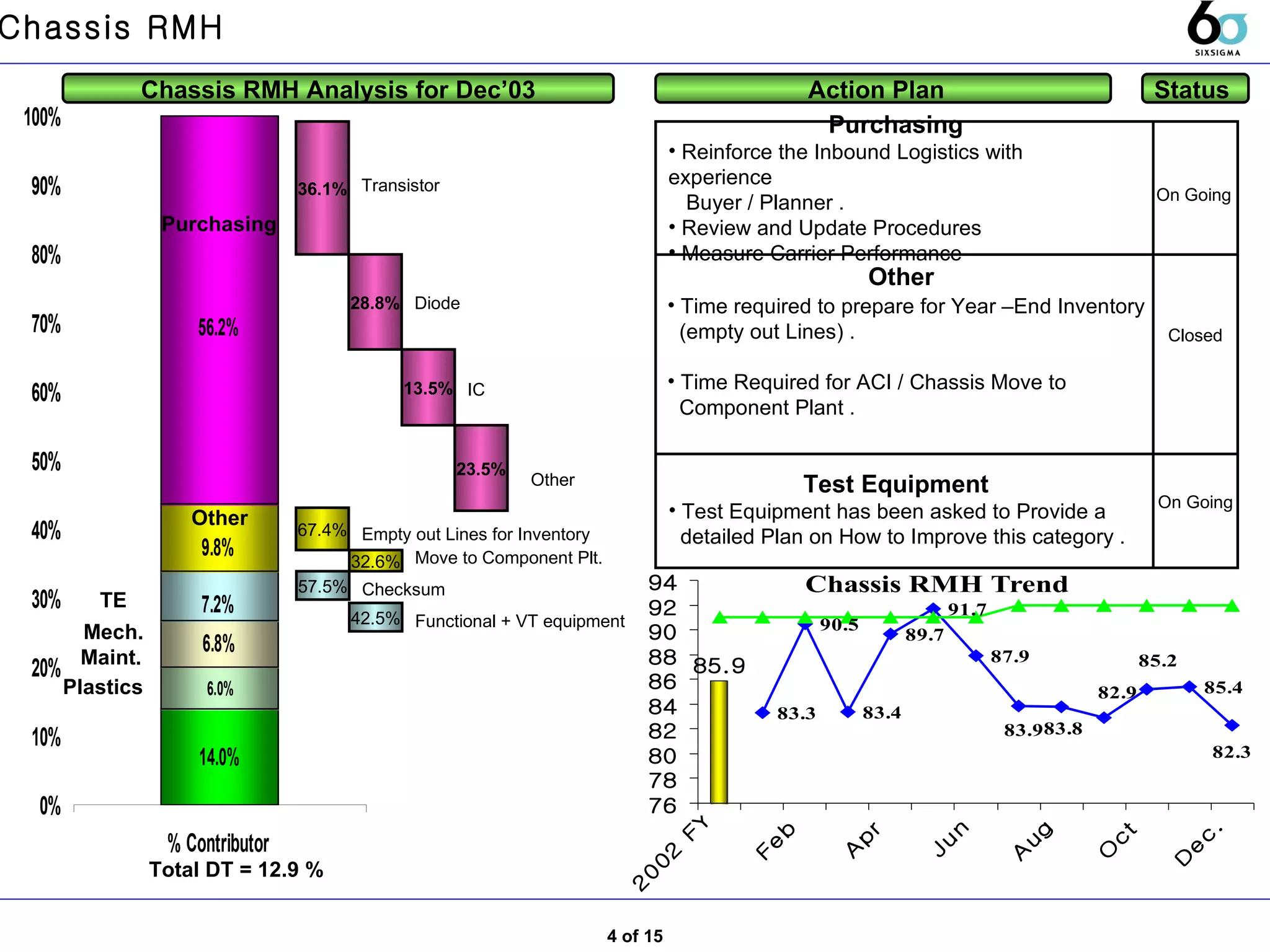
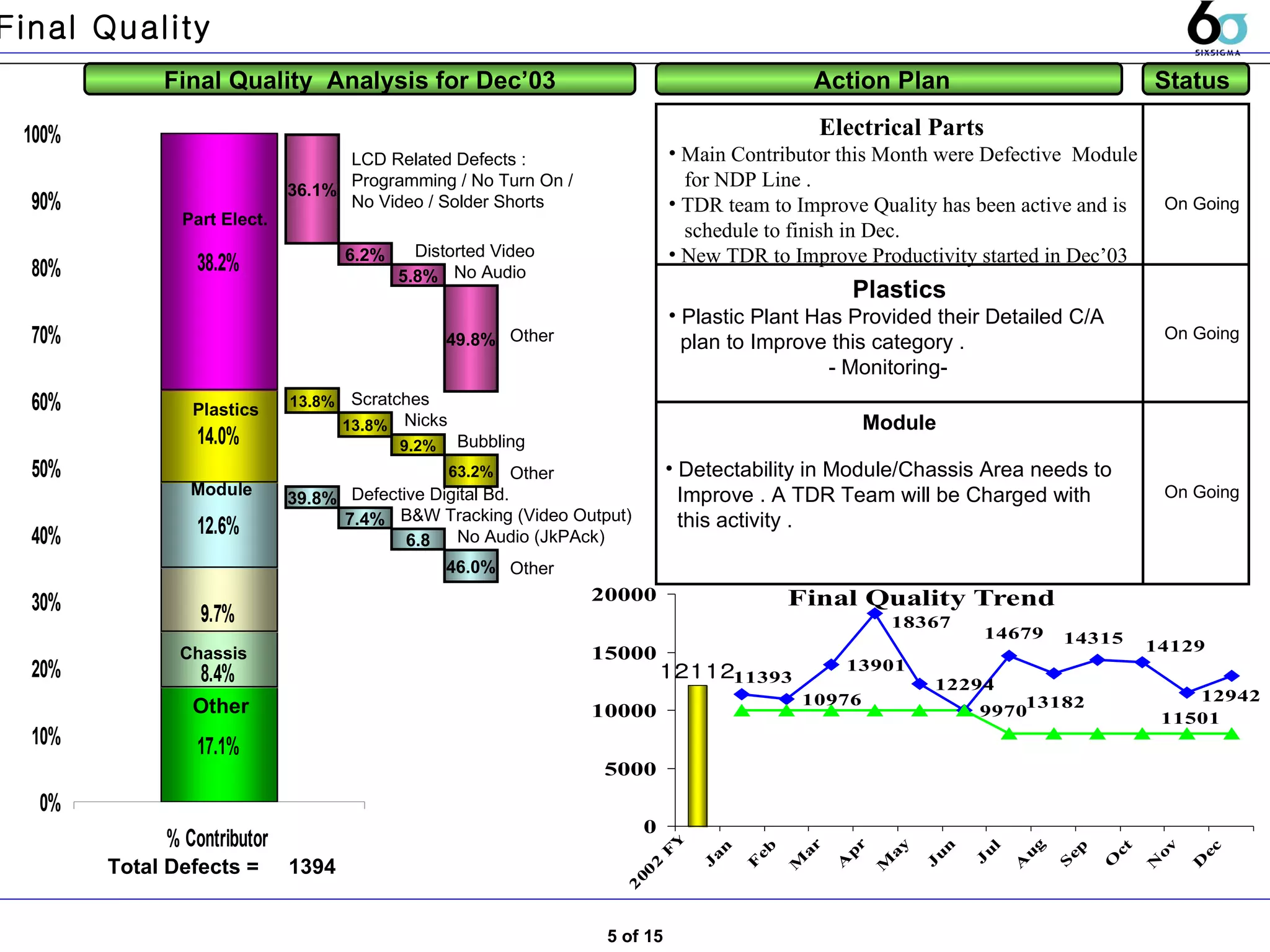
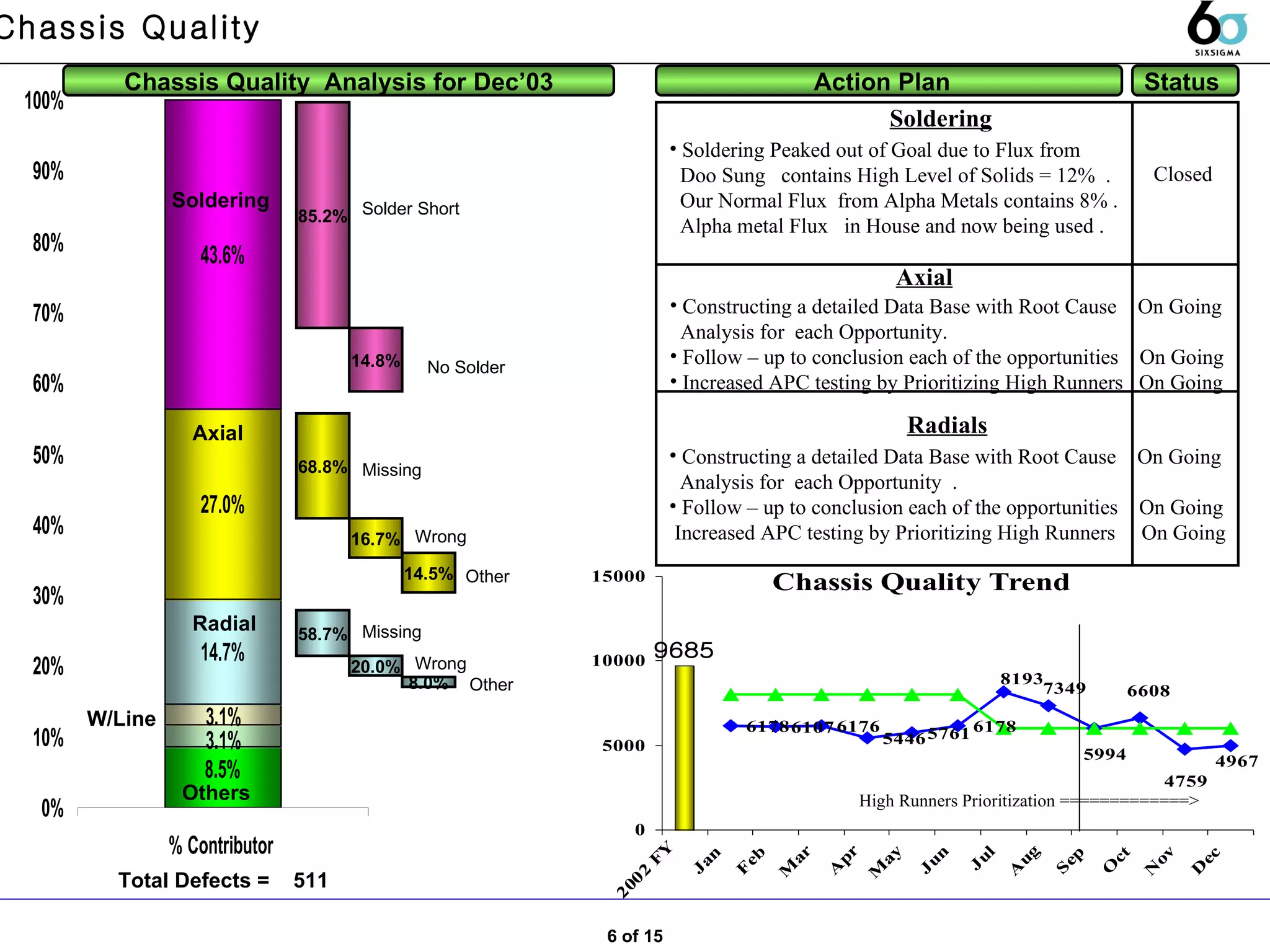
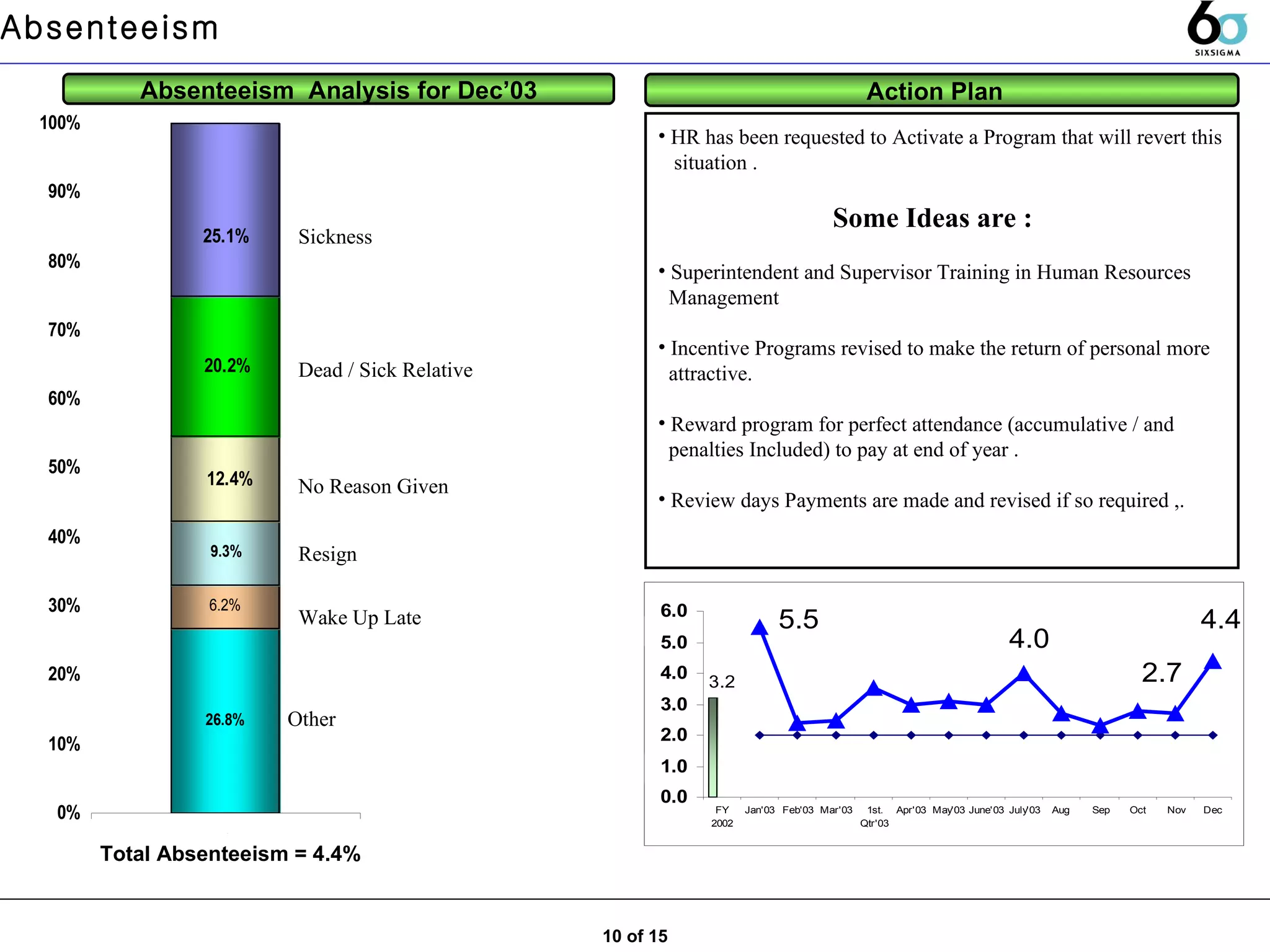
- Key productivity, quality, and cost issues including high absenteeism, purchasing delays, plastics delivery and quality problems, and rework.
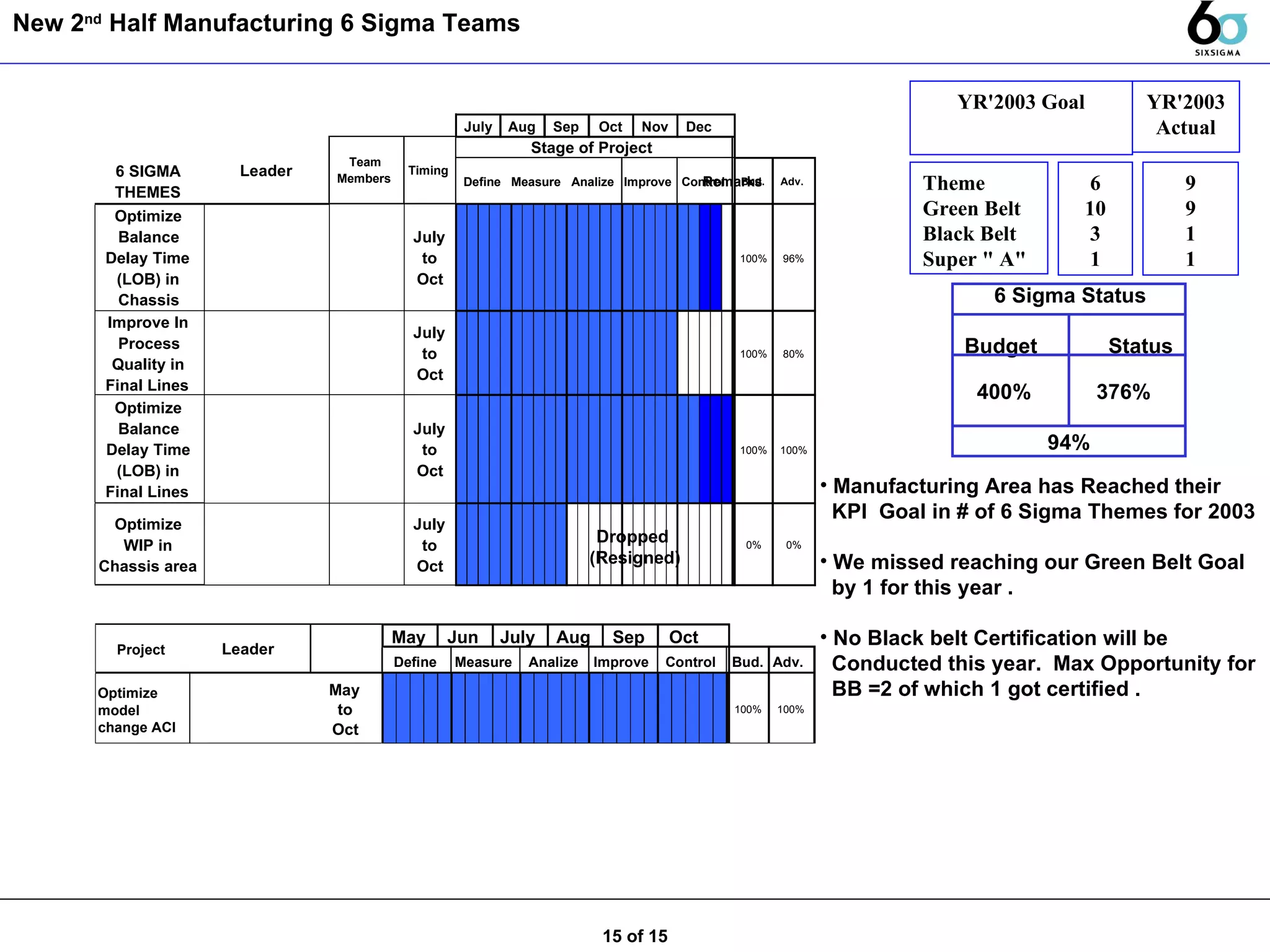
- Actions being taken such as improving operator skills, monitoring suppliers' improvement plans, and teams working to address opportunities.
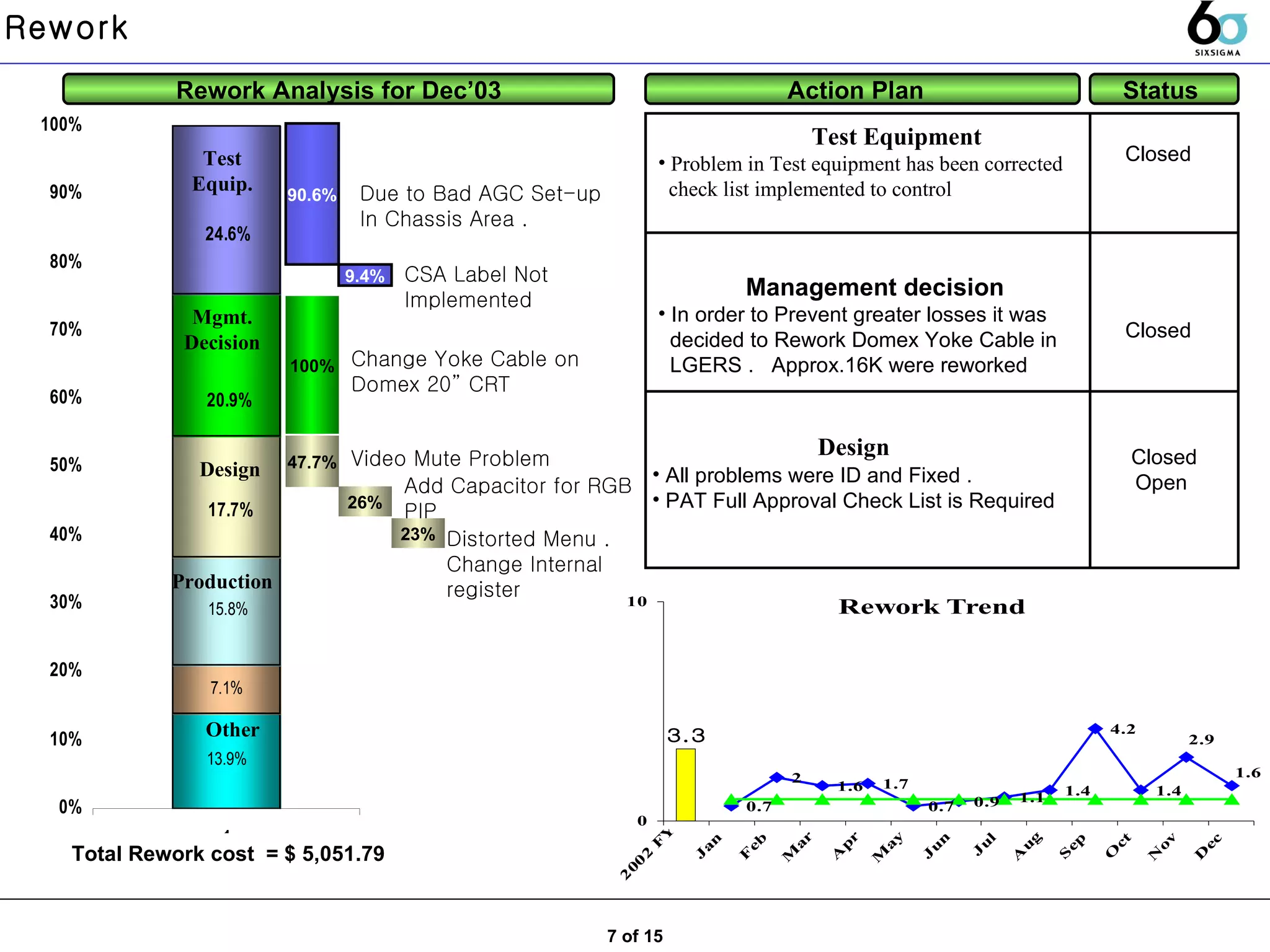
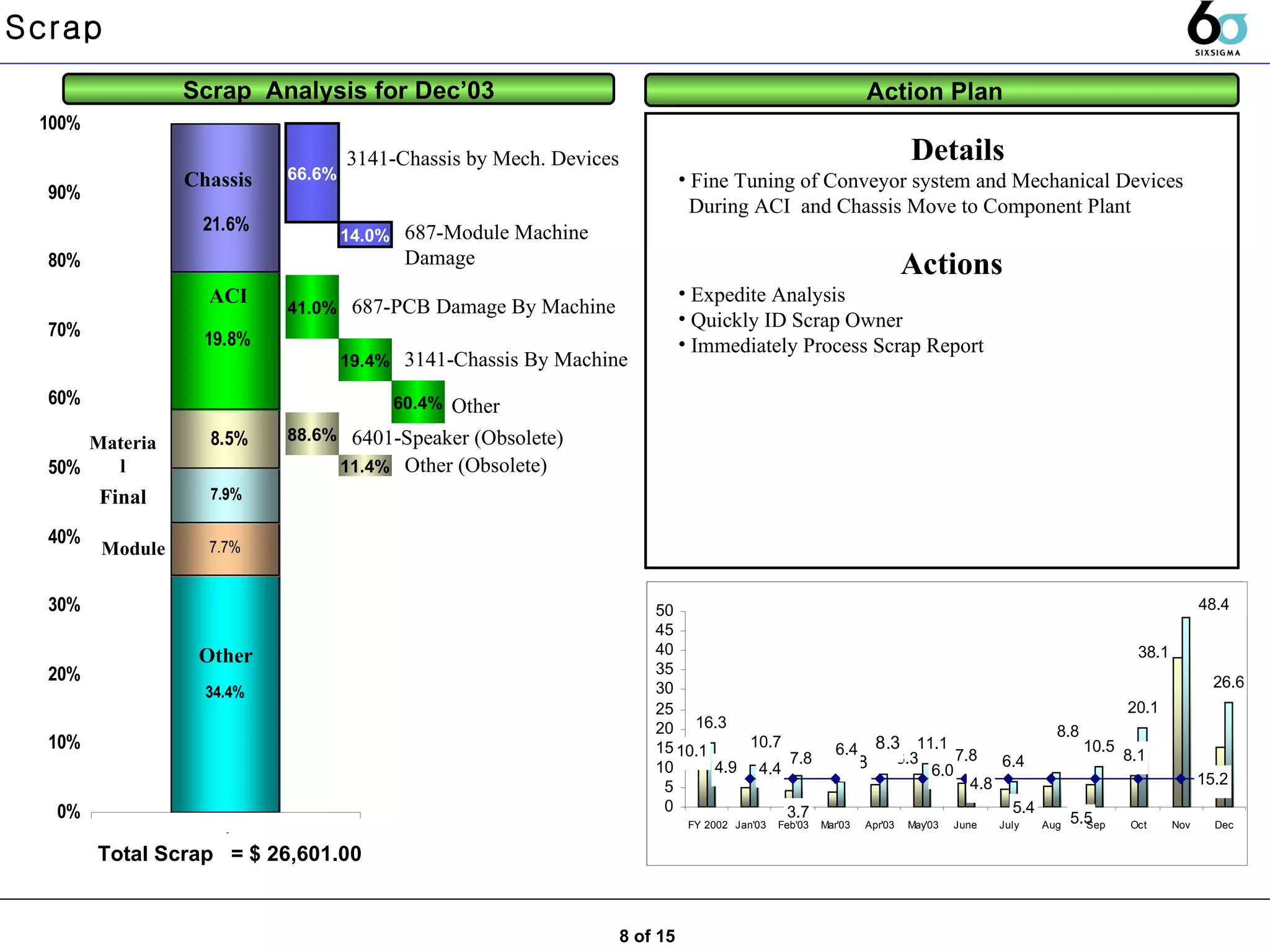
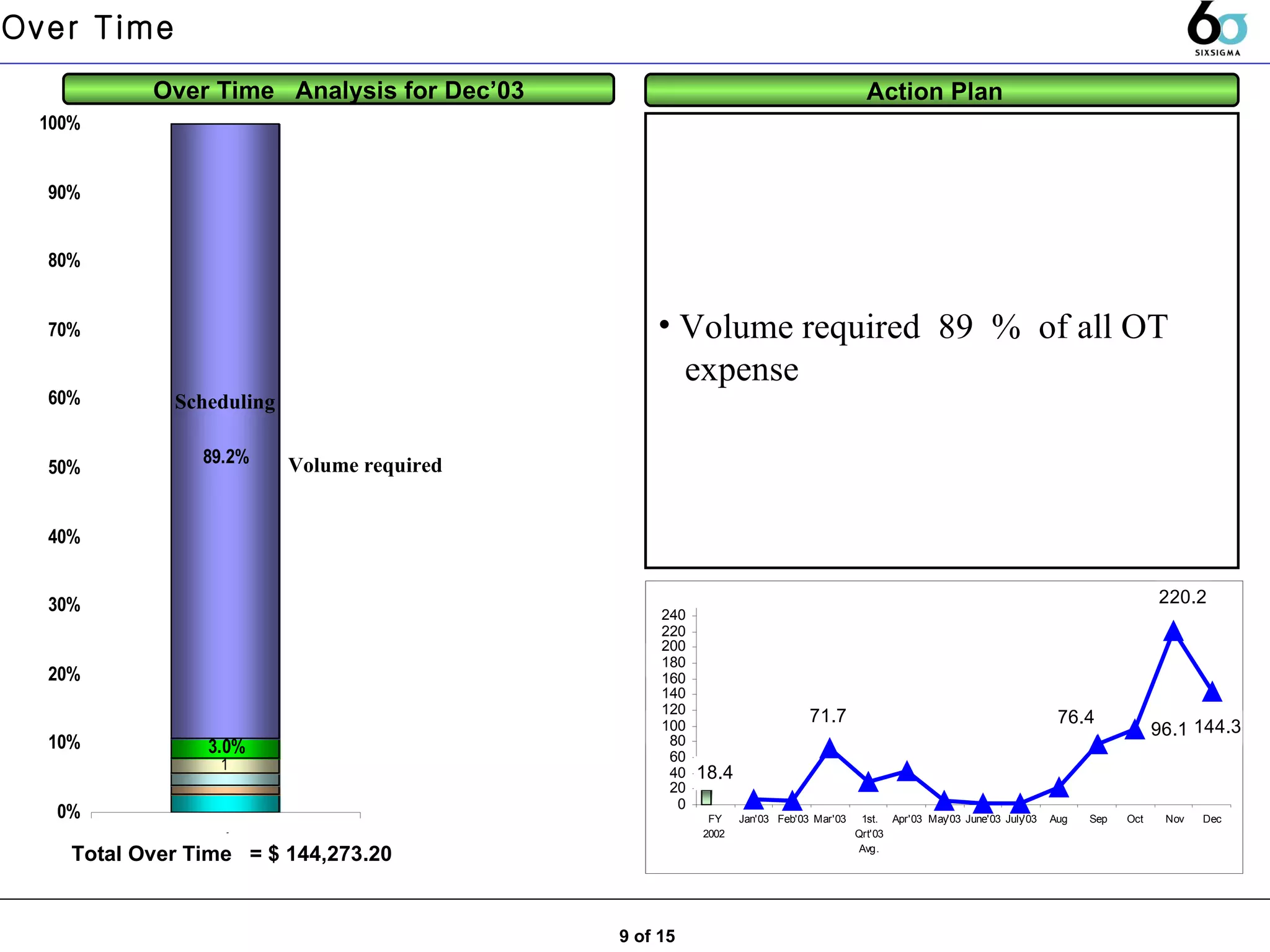
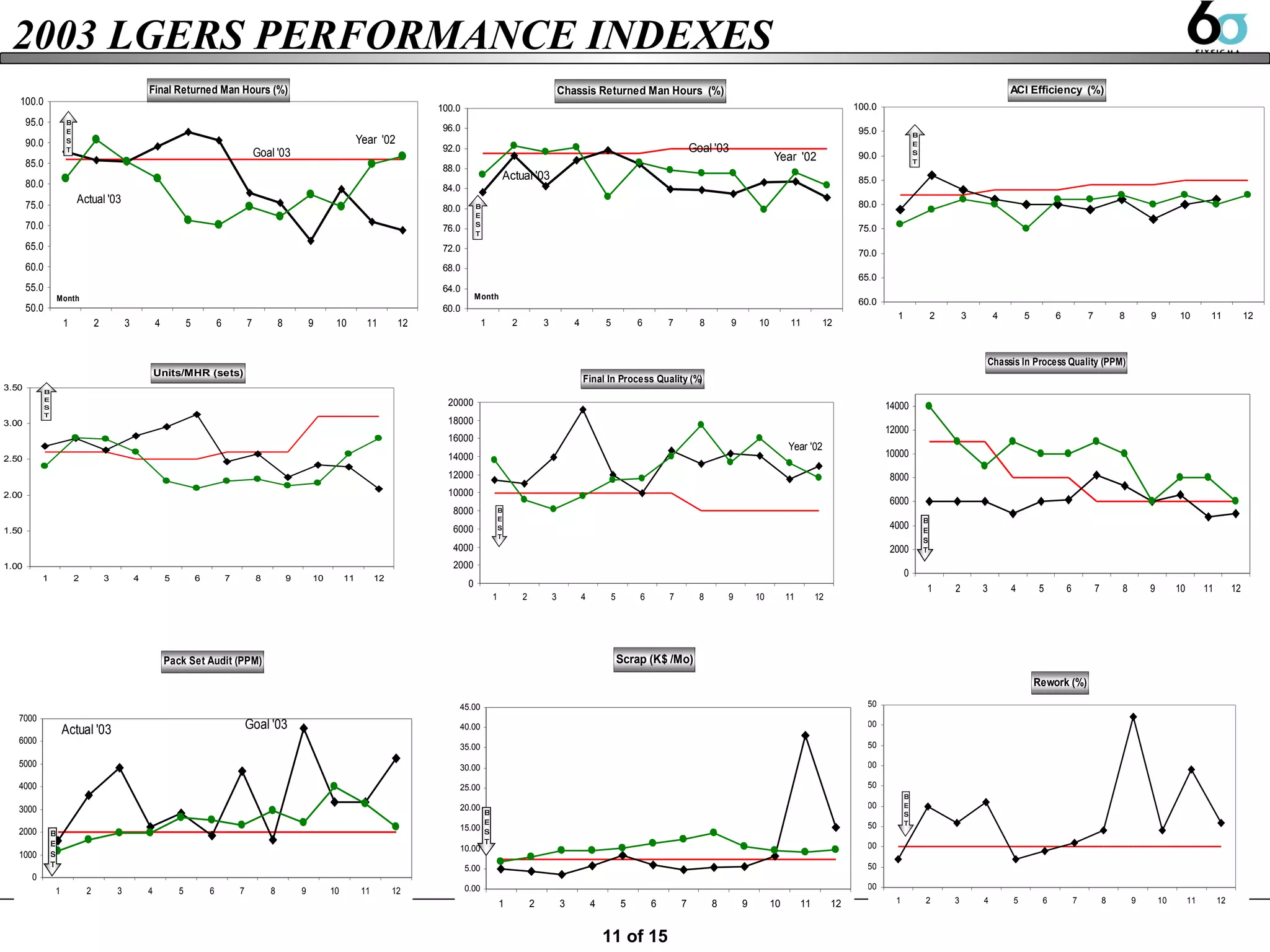
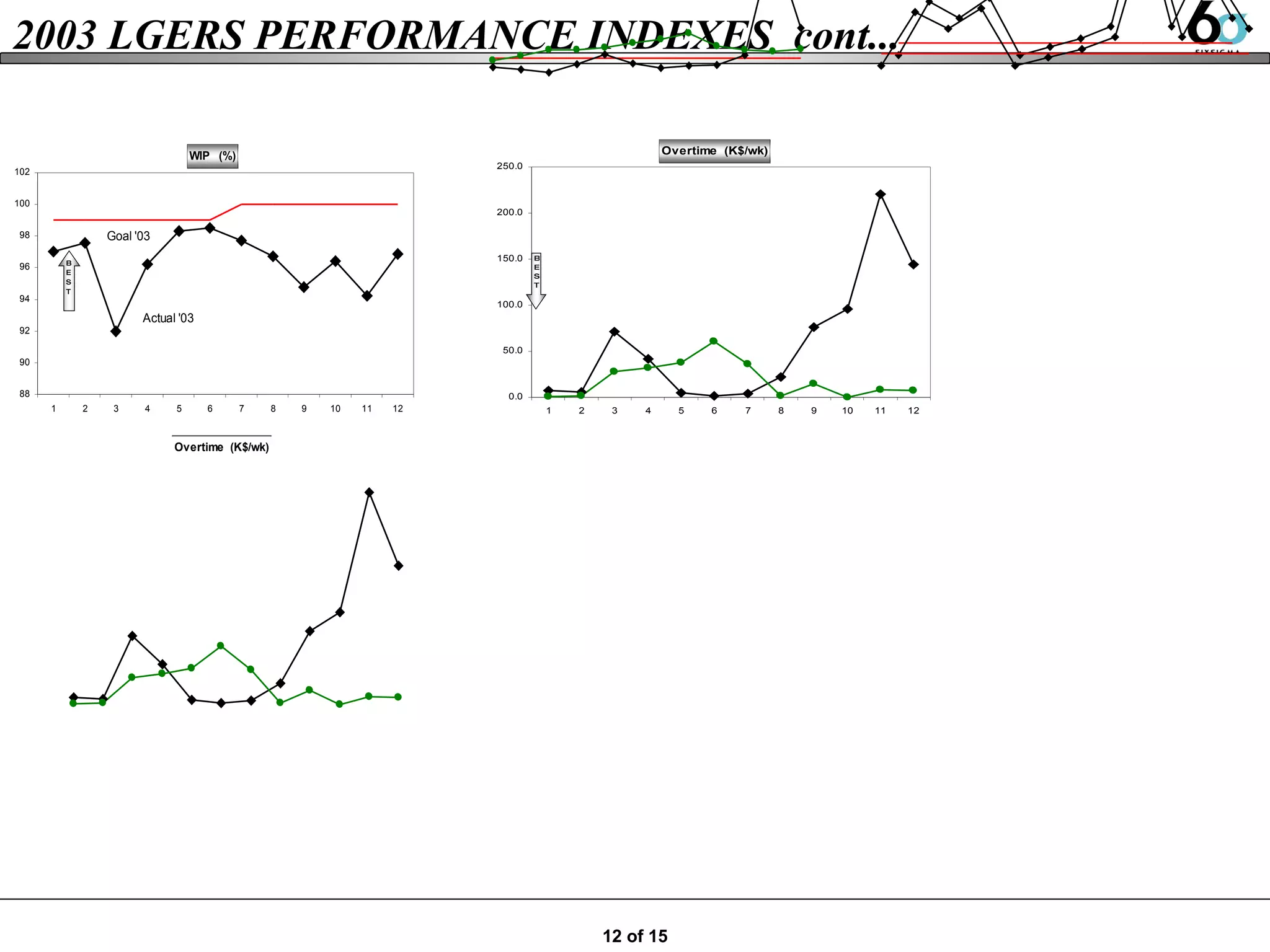
- Performance data for the month such as productivity, quality defect analysis, rework costs, scrap costs, and overtime analysis.